3D��ӡ�������ϕr���@���c߀�Ǒ�ԓ���]�ģ�
3D��ӡ������Ҫ���_���dz��õij���Ч����߀�Dz���ô���ġ���Ҫ��������c��
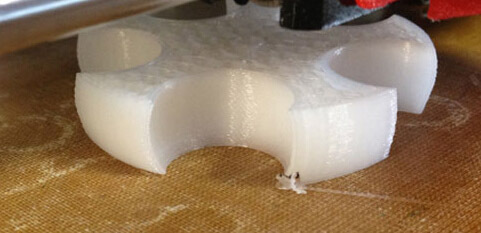
���ȣ��IJ��ϱ�����v���������Ϸdz����׳����@��ζ���������Ŀ՚�����ˮ�����������ڲ����^24С�r�ĕr�g�ȣ����ճ��^���������ٷ�֮ʮ��ˮ������������Ҫ��3D��ӡ�ɹ������Ҫ���C�����Ǹ���ġ�����ʹ�ò��Ǻܸɵ���������3D��ӡ�r����ӡ�^���У������е�ˮ�͕���ը�a�����ݣ��@�ӕ�Ӱ푌��c��֮�g��ճ�N�ԣ����Ҵ������������ij���Ч�����p��ģ�ͱ��档
��Σ������ڴ�ӡ���^�̣����ضȵ�Ҫ��ߣ��O�װl���N߅��
3D��ӡ�������ϕr�� �҂����]������ӡ�C�M�������O�ã�
-
�D���^�ضȣ�240��C - 260��C
-
�ᴲ�ضȣ�70-80��C ��Ϳ�zˮ��ǰ���£�
-
��ӡ�ٶ�: 30-60 mm/s
-
�Ӹߣ�0.2 mm - 0.4 mm
ֵ��һ����ǣ�����3D��ӡ�C��֧�ִ�ӡ�^�ضȞ飺[��ǰ�Ҝ�-260��]���ضȷ��������п��{���ضȵļӟ�壬�Լ�ȫ���]�C���γɵı��}���dz��m�ϴ�ӡ������
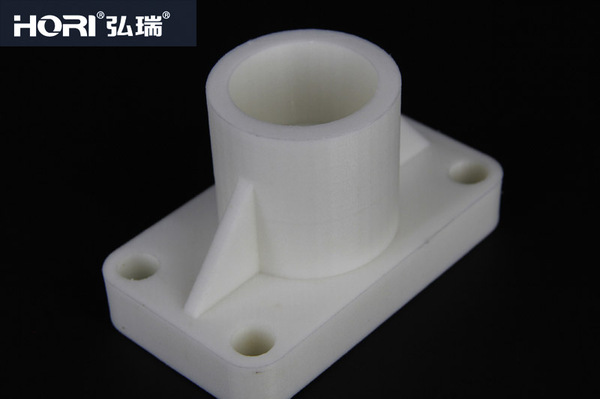
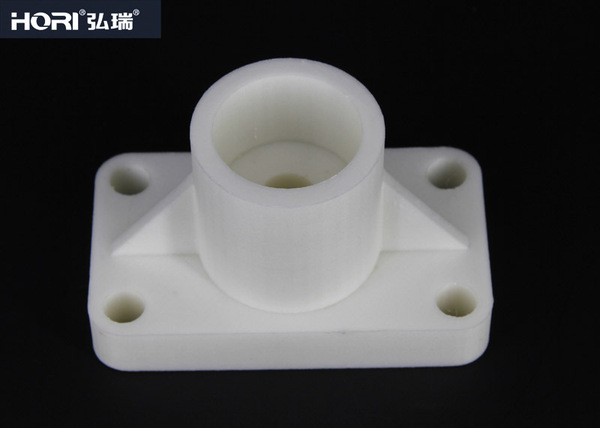
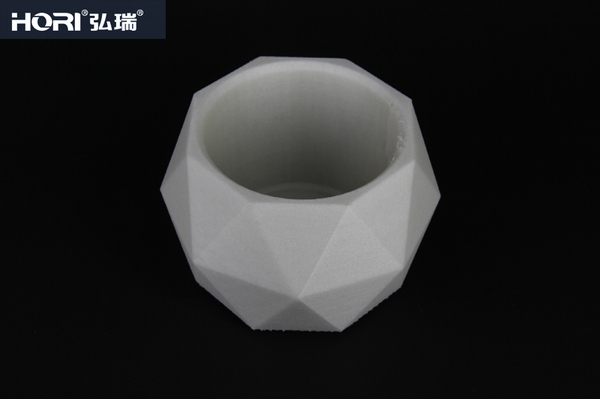
�D�� ����3D��ӡ�������ϣ�����Ч���ã�ģ�ͱ���⻬��
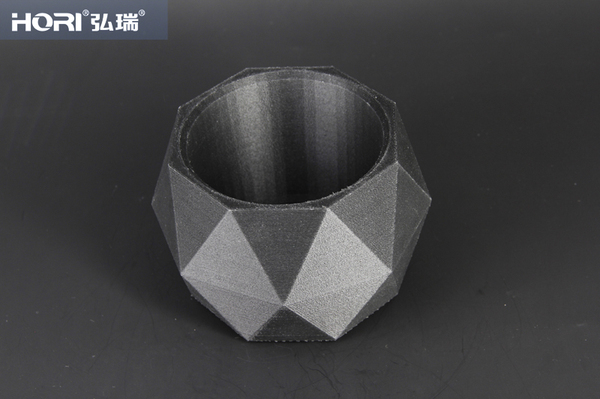
�D������3D��ӡPolycomb���ϡ�

�����YӍ���gӭ�Pע�Ź���̖��Hori3D_Printer������3D��ӡ��
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a��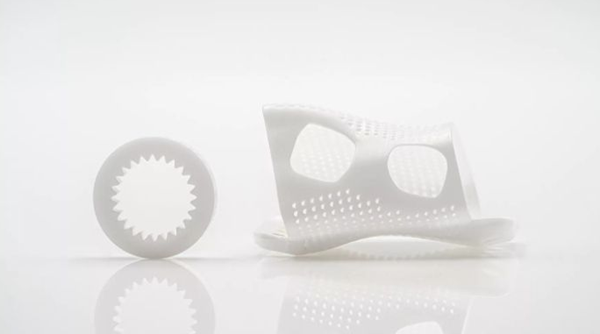 �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

