��؛������ȫ���˽�3D��ӡ����

�P�ڇ���
��֪�����٣�

�҂���֪��������FDM�����ڳ��e���ͣ�3D��ӡ�O����ʮ����Ҫ���㲿��֮һ�����ܴ�̶��ϛQ����3D��ӡ��Ʒ���|����
��������һ�N���죬���Ļ����Y��������Ƶġ��c�ӟ�K�ݼy�B�ӵ��ݼy�ˣ�һ���҂��õĶ���M6��1���ݼy����һ��Ҳ�Ѓ��ݼy�ć��졣

���ڲ�ж����������棺�����ǡ�С���ǡ�
����ڣ��̺���ڡ��L�⇊��ڡ�
�̺�ć�����ڴ�ӡ�^���Е����z�ω�ƽ�����õ����⻬����ڣ�
�L�⇊���ڴ�ӡ�^�����܉���Ӿ���߀ԭ��ӡ���ļ����c�������ڻ���픶˴�ӡ���������@��


���˝M�㲻ͬ�Ĵ�ӡ�ٶȺʹ�ӡ����Ҫ����Ŀڏ���0.1-2.0�Ķ��С��ɹ������x��ĺIJ�ֱ����1.75mm��2.85mm��
���ٶȾ�Ҫ�ŗ������x����죬�Ⱦ�Ҫ�ŗ��ٶȄt�x��С���졣
�����ڼӹ��^����Ҫע��ȿױڵĴֲڶȣ�һ���0.3-0.8�����ӹ��O�侫�ȺͮaƷ�����x��
�����ݼy����һ��Ҫ���Cˮƽ���ȣ�����ݼy����Ҫ�ͺ��ܶ����ܷ☋�ɣ���ֹ���ںIJĵ������


����IJ��|��̎����ˇ�ܴ�̶�Ӱ��ˇ�������ܺ��������ڡ�
���셢�����ܽ�B
����ϵ�����ַQ������ʣ������ں�������ֱ�ӂ�������������������ϵ��Խ�ߣ������������ٶ�Խ�죬����ӟ�ĕr�gԽ�̡�
����Ûϵ����ָ���w���ڜضȸ�׃����Û�s�F����Ûϵ��Խ�ͣ����w����׃ԽС������Ûϵ��Խ�ߣ����w����׃Խ��
Ī��Ӳ�������w�F���w��Ӳ�ȣ�Ī��Ӳ�Ȕ�ֵԽ������Դ�ӡ�IJ���Ӳ��Ҳ��Խ��
��ߴ�ӡ�ضȷ�ӳ�����܉���ܵ���ߴ�ӡ�ضȡ�
�S�~����
Ī��Ӳ�� ��3.0
��ߴ�ӡ�ضȣ�300��
����ϵ����105w/m.k
����Ûϵ����18.0��m/m.��

���ÏV�����ԃr�ȸߣ��m����PLA��ABS��TPU��PA��PP��PC��ASA��Nylon��PETG��PVA��HIPS�ȳ�Ҏ�IJĵĴ�ӡ��
�~�Ͻ�����
Ī��Ӳ�� ��6.0
��ߴ�ӡ�ضȣ�500��
����ϵ����330w/m.k
����Ûϵ����16.7��m/m.��

�ߜأ��m���ڳ�Ҏ�IJ�֮�����PEEK��PEKK��PEI��PSU��PPSU�ȸߜغIJĵĴ�ӡ��
���P䓇���
Ī��Ӳ�� ��5.0
��ߴ�ӡ�ضȣ�350��
����ϵ����16w/m.k
����Ûϵ����6.0��m/m.��

ʳƷ�����ã��m����ʳƷ�������t���ȵ�3D��ӡ��
Ӳ��䓇���
Ī��Ӳ�� ��7.8
��ߴ�ӡ�ضȣ�500-650��
����ϵ����22w/m.k
����Ûϵ����18.0��m/m.��

��ĥ�p���ߜأ��m���ڳ�Ҏ�IJ�֮�⺬��̼�w�S��䓡�ľ�ġ�̼�����u������ϵ���ĥ���ӄ��ďͺϺIJĵĴ�ӡ��
��ʯ����
Ī��Ӳ�� ��9.0
��ߴ�ӡ�ضȣ�550��
����ϵ����45w/m.k
����Ûϵ����5.3��m/m.��

�������кIJģ�����ĥ���ߜظ��ٸ��|����
̼���u����
Ī��Ӳ�� ��8.5-9.0
��ߴ�ӡ�ضȣ�550��
����ϵ����164w/m.k
����Ûϵ����4.5��m/m.��

�Ĵ�ӡ��Ҏ��PLA��PEEK�ٵ�̼�w�S�������ό��F�L�ڷ�����ӡ��
⁺Ͻ�����
Ī��Ӳ�� ��195HB
��ߴ�ӡ�ضȣ�550��
����ϵ����130w/m.k
����Ûϵ����3.1��m/m.��

��Ӳ�ȣ���ĥ������Ҏ��������m����ĥ���ϵĴ�ӡ�ϡ�
�C����
Ī��Ӳ�� ��7.0
��ߴ�ӡ�ضȣ�550��
����ϵ����15w/m.k
����Ûϵ����8.3��m/m.��
�C�����ɸ���䓺��C�Ͻ������ɣ��ɴ�ӡĥ�ϣ����� NylonX��NylonG������������ҹ�� PLA�������o����ć���ĥ�p��
�����ǹ��̎��x������ϱ��Ҫ���]�Ć��}�����������������L�����̎���Ҫ��������Č��H��;�Q��ʹ����һ�N���ϡ�
һ��Ӳ��Խ�ߵć����m�ϴ�ӡ�w�S��С�w�����ĺIJģ���̼�w�S���ɹ�IJĵȡ�
ܛ���ض�Խ�ߵIJ��|���Ϳ��Դ�ӡ�ߜغIJġ�����ϵ���ߵIJ��|�ܟ�����D������혻������zҲ�١�

����Ûϵ���Q���ˇ����ʹ�É������L�ڸߜحh���¹���������l��׃�Σ���ϵ���������ʹ�É��������L��
����һЩ��ۘO�µĹ��̎��F��_�l���~�Ͻ�͌�ʯ����ĽM���w���ۃr�_��150��Ԫһö��

����IJ��|�Q���꣬�������DZ���̎���ˣ�һ����~�Ͻ��������̎����õ���Ϳ�ӹ�ˇ�������������Ĺ�ɡ�Ӳ�ȣ�����Ħ��ϵ����ʹ�IJIJ���ճ�B���졣
����̎����ˇ߀��DLCͿ�ӡ������uͿ�ӡ����߾��ܵõ����͵�Ħ��ϵ������Ӳ�ȸ��ߵı��档
����FDM�İlչ��߀����Ҫ�J������Mȥ���o˽���������
��Դ���������S
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪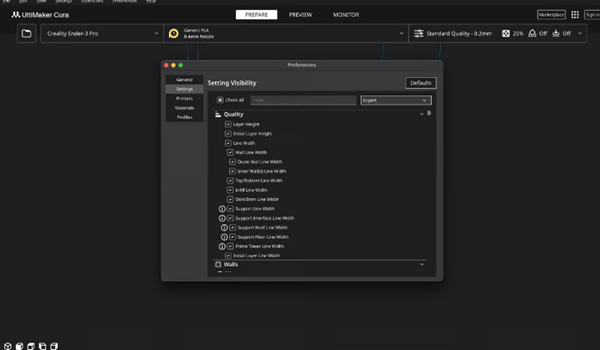 Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

