����֧�Σ�FDM��ӡ���Ҵ��Y������С���ɣ�
�r�g��2022-06-21 09:56 ��Դ���ϘO�� ���ߣ�admin ��x����
���x��������֪��3D��ӡ���С��Ҵ��Y����������Ǻ����y�ģ��@�����_����FDM��ӡ���̎���һ�����}����δ�ӡһ���ڛ]���κ�ֱ��֧����r�µ�б��������Ҵ��Y������
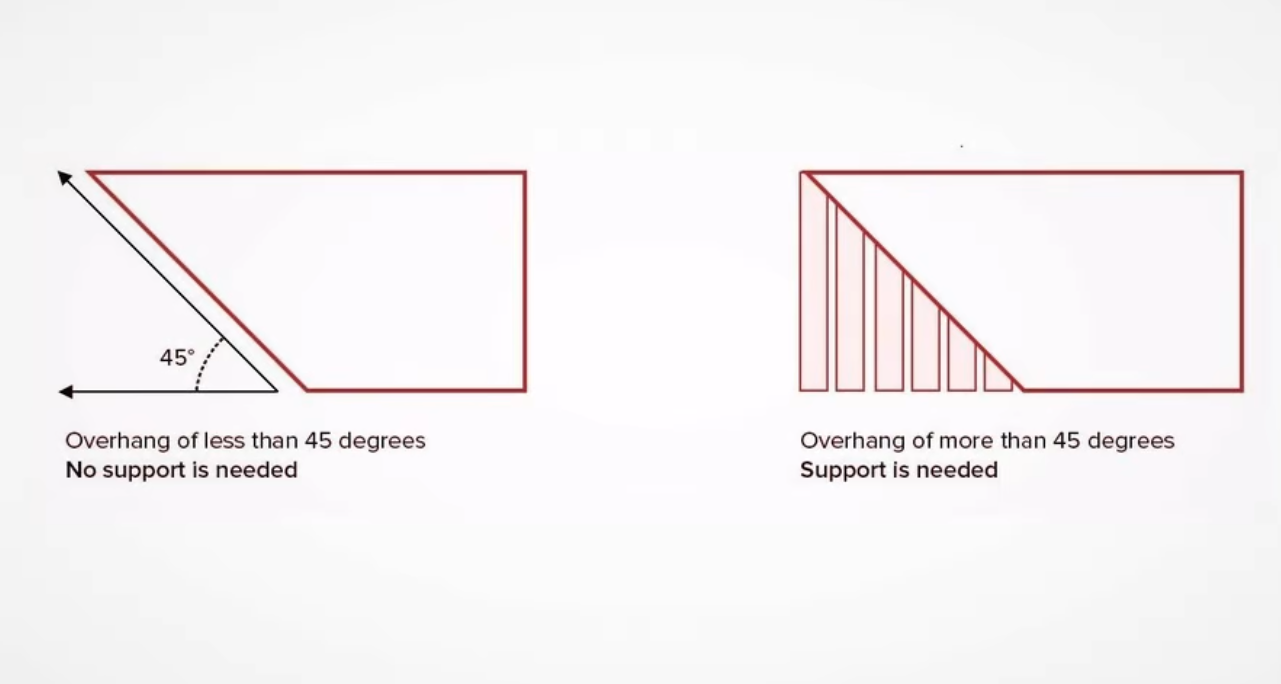
��С�� 45�� �đҴ�ͨ������ȫ��ӡ
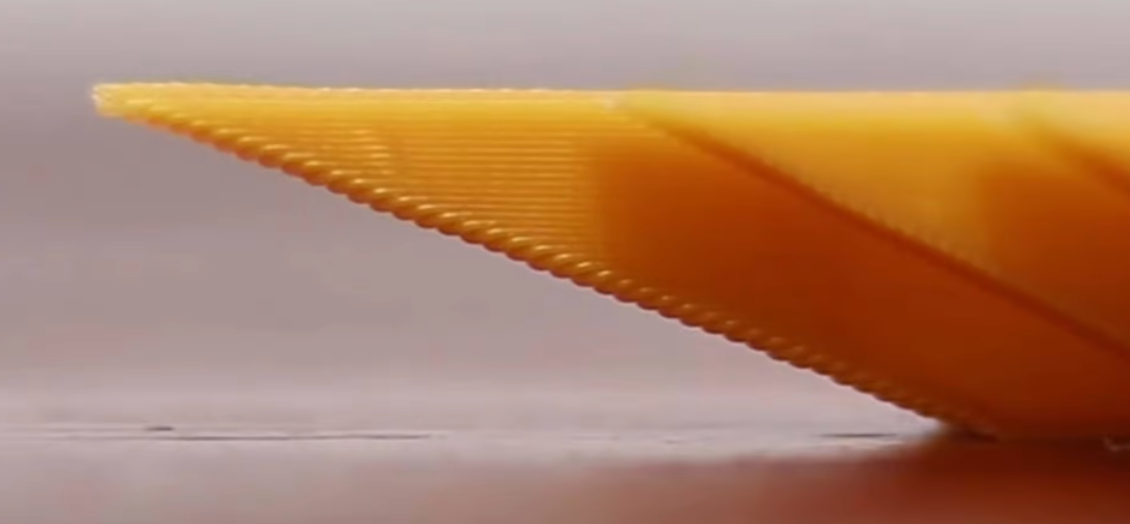
����ӡб�µĵײ��r�����ψD��ʾ���S���ÿһ�Ӷ����������ǰһ�ӡ��@�����l��һЩ���}��һЩ�������쵽�Ŀ՚��У��������_ʼ�������¡�45��Ҏ�t������Ҵ���ӡ�����ݵķ�����ԓҎ�t�J��С�ڻ���� 45�� ��б�ʿ��Դ�ӡ����45����б��Ҫ��֧�Ρ�֧�β�����һ��������Ľ�Q����������������p�Ĵ�ӡ�������Ӵ�ӡ�r�g�����Ķ���IJ������ģ��������ƿɴ�ӡ�Ď��Π�����ǻ�������˽�Q��ӡ�Ҵ��Y�����y�Ć��}���ϘO��������һЩ��������������ɣ�
�����ᵽ��45��Ҏ�t��һ��ָ����ᘡ��ڌ��H�����У����ڴ�����F����ӡ�C���f������һ�N�^�顰���ء��Ľ�Q�������S����s���g����Ƭܛ���ĸ��M��FDM���̎��܉�ʴ_���Ƀ��خa�����͑Ҵ�������Ҳ����ߡ�
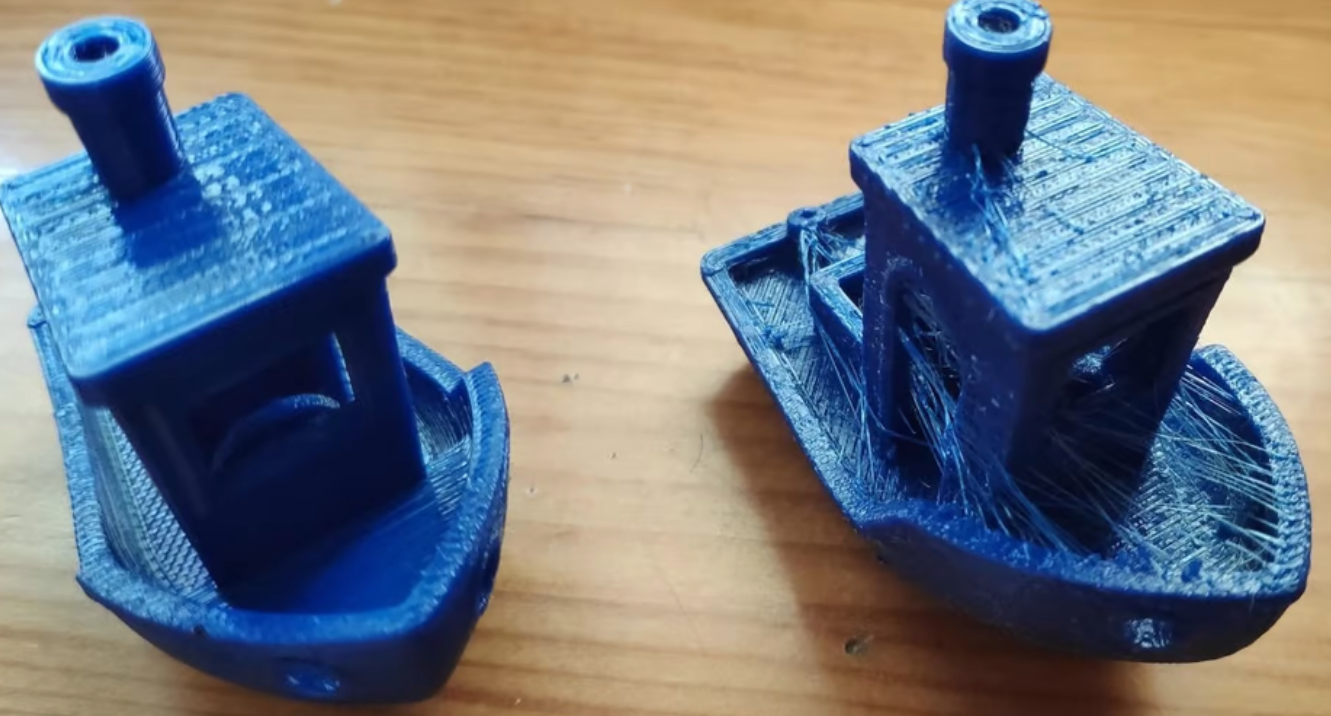
�����҂���˼��һ�����}������ӡһ��̫���đҴ��r���l��ʲô��
1.�´����@������������֮ǰ�����������¡����˂���K���õ��´��ĽY����
2.�������@��������s���㲢�_ʼ���Ϗ����ĵط����ڴ�ӡģ�͕r����ӡ��ijЩ�^���ѽ�����������߶����ϡ���ӡ��ɺ����F�ֲڡ���ƽ���ı��棬
��ô������α��������ĝ��چ��}�أ�
1��������z
����ʽ�͝�ʽ���z�ą^�e
����z������S���ӡȱ�ݵ�һ����Ҫԭ���������FDM�L�z������ģ��@Щ����ϲ�g����ˮ�֣�ˮ�֕����L�z��ɇ����Ɖġ��������Ͼۺ�����z�ɴ���һ��ķ�����Ƴɡ�ˮ���ӕ��Ɖ��@Щ朣��Ɖĵ������ڴ�ӡ�r�������һϵ�І��}���e�nj��ڑҴ��Y�����@�N���ƉĵĽY�����ӄ��´��ij̶ȣ����ͱ���ֲڶȡ�
2�����͇���ض�

���������в��϶�����ͬ�Ĝض��¹�������Դ��Bernd via Printables��
�´��;�����Ҳ�Q���N������������s��������ģ����Կ��ԇLԇ���͇���ضȡ�ͨ�^���͜ضȣ����ϕ�����ع̻����Ķ��p���´��;��������ԣ���ӡ��ԭ�t���Ը����飺�ڴ_����ȵ�ͬ�r���ֱM���ܵ͵Ĝضȣ��@�������������ĴֲڶȲ���ߑҴ��|����
3�����ʹ�ӡ�ٶ�
����ӡ̫��������´�
���͇���ض�һ�ӣ����ʹ�ӡ�ٶȿ����ṩ�����r�g����s������ͬ�r���^�������ٿ��Ԝp�p�D���C�ĉ������Ķ��Mһ�����͇���ضȡ����ֻ��С�Ҵ��ܵ�Ӱ푣����Կ��]������С�ӕr�g��ֻ�ǜp���^С�Čӣ�������@�������ã����ԇLԇһ�δ�ӡ����ģ�ͣ�ÿһ���и����r�g��s��
ͨ�����^���Ĵ�ӡ�ٶȕ���ߴ�ӡ�|��������ӡ�ٶȲ���̫������������С���ϣ����ܕ����ᇊ��ͣ���r�g�^�L���Ķ�ʹ�ֲ��ض�������Ȼ������ijЩ��r�£���ߴ�ӡ�ٶ��ǿ��еġ��@����ʹ���ϱ����죬���ӏ�����������ӡ���������Π
4���ӏ���s

���Ը��L���ٶȣ�픲������L���P�]���ײ�����ӡ�đҴ�
����PLA�����]�С��^�䡱֮Ė|����������ABS��PC�ȸߜز��ϣ��t��횸���С�ġ����ʹ��100%���L���ٶ�Ҳ�����ã����Կ��]���Q�L�Ⱥ��L�ȹܵ���Ҫô�x��ʹ�ñã�Ҫôʹ��������՚�ĸ߹����L�ȡ���Ҫע����ǣ���������L�ȿ����ڴ����ṩ�������sЧ�������Կ��]��ߴ�ӡ�ٶȡ��c֮ǰ�IJ����෴���@������ͨ�^��������_�������^�ᣬ�L��ؓ؟��s���ϡ�
5���{���D�Ӹ߶�
���������ČӸߣ���ʹÿ���ӵ�ͻ�����٣���Դ��Fabbaloo��
�Ҵ��Ǿ��������Եģ�����������Ғ��ڿ��С��@����ͨ�^���͌Ӹ߁�p���@�N���Ғ족������ӡб�r�����H�����ڴ�ӡ�A�������ψD��ʾ�����ڸ������ČӸ�̎������ʹ��ÿһ��������L�ȸ��٣��Ҹ��^�٣��´��Ŀ����Ժͳ̶Ⱦ͕���С��
���� 0.3 ���Ӹߴ�ӡ�đҴ�����Դ��The 3D Print General via YouTube��
����һ���濼�]���^��Čӕ����ӈ�Ӳ���@�ͺñ�һ�������cһ����Ƭ������3D��ӡ�У��^��Čӿ��Ը��õصֿ��´�����ʹ����ͻ���ĸ��ࡣ�^��ӵ���һ����̎�������Еr���Ԍ����������mȻ�����_���������������s�������^��Čӿ��Ԏ��������¡���ӡ���Է�ֹ��̧����K���҂����h�����Ҵ��ľ��w�Π��Լ���ӡ����KĿ���{���Ӹ����x������m�ČӸߡ�
6���{�� Shell �O��

��shellָ����������܇��ĉ��ڣ���Դ��Hubs��
���⚤����ָ����ӡ��ĉ��ڡ����Ԍ���� ����M��һЩ�{����
���{���D�������� �^��ĔD�����ȸ��y��s�����������c�ӵ��دB���{�����O�����ҵ�һ���ֵ��
���������ڴ�ӡ������������Ƭ�������Sָ���⚤�Ĵ�ӡ��ʽ��������r�£��ȴ�ӡ�ȉ���Ȼ���ٴ�ӡ�≦���@�������Ҵ���·����������
�������⚤·����ͨ�^�����⚤�е�·����������������ÿһ��֮�g���دB���ⲿ·��Ҳ���и����Ȳ�·�����ԡ����֡���
7.����Ҵ�

�����ԡ������𡷵� X ������ӡ�Ƀɲ��֣��������Ա���Ҵ�����Դ��E-Motion Robotics��
����Ҵ�����ͨ�^��N��ʽ��ɣ�
�����]�Ҵ��OӋ���õ�����Q�A�ǻ��ڑҴ��·����ú��m�Y����֧�ΑҴ�������ˮƽ�ף�����ʹ�á��I���Π�Ա���픲��´���
���ГQ�����������д�ӡ��������ͬ�ġ���������ľ��w�Π��׃����Ķ�λ������Ҵ����D�ܺõ��f�����@һ�c����ĸ��T���͡�E����Ҫ����ԭʼ�������ṩ֧�Σ��������¶�λ�ԏص������Ҵ���
��������¶����������Ҵ�����Դ��Wikifactory��
�����ģ�ͣ� �Еr�����sģ�͵đҴ��Dz��ɱ���ġ��@�r����Կ��]�����֞�����������ӡ����ֻ�茢�@Щ����ճ��һ�ɣ�
��ʹ��֧�Σ���������Ҫ֧�Σ�����ʹ���ÿ��ܽ��֧�β��ϣ��@Щ�Y�������p�����e��̎����������Ӱ�����ı���ֲڶȡ�
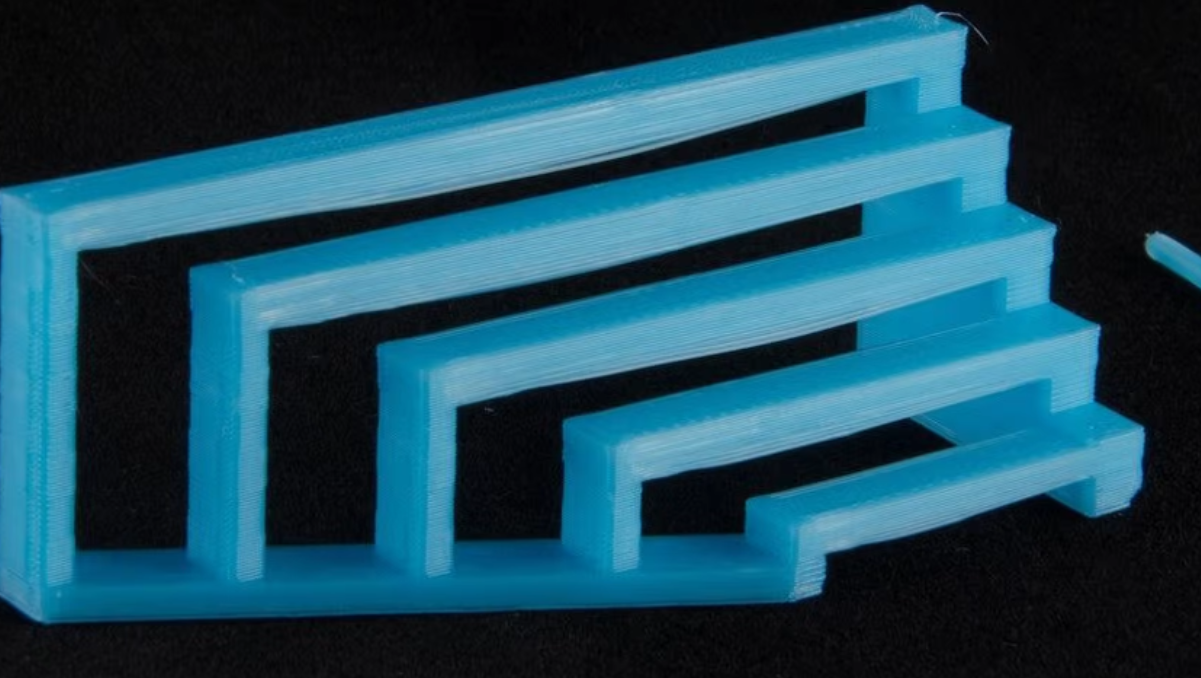
���Ͼ���С���������P�ڽ�QFDM�С��Ҵ��Y�����y�����С���������Є�����ԇһԇ�ɣ�
��С�� 45�� �đҴ�ͨ������ȫ��ӡ
����ӡб�µĵײ��r�����ψD��ʾ���S���ÿһ�Ӷ����������ǰһ�ӡ��@�����l��һЩ���}��һЩ�������쵽�Ŀ՚��У��������_ʼ�������¡�45��Ҏ�t������Ҵ���ӡ�����ݵķ�����ԓҎ�t�J��С�ڻ���� 45�� ��б�ʿ��Դ�ӡ����45����б��Ҫ��֧�Ρ�֧�β�����һ��������Ľ�Q����������������p�Ĵ�ӡ�������Ӵ�ӡ�r�g�����Ķ���IJ������ģ��������ƿɴ�ӡ�Ď��Π�����ǻ�������˽�Q��ӡ�Ҵ��Y�����y�Ć��}���ϘO��������һЩ��������������ɣ�
�����ᵽ��45��Ҏ�t��һ��ָ����ᘡ��ڌ��H�����У����ڴ�����F����ӡ�C���f������һ�N�^�顰���ء��Ľ�Q�������S����s���g����Ƭܛ���ĸ��M��FDM���̎��܉�ʴ_���Ƀ��خa�����͑Ҵ�������Ҳ����ߡ�
�����҂���˼��һ�����}������ӡһ��̫���đҴ��r���l��ʲô��
1.�´����@������������֮ǰ�����������¡����˂���K���õ��´��ĽY����
2.�������@��������s���㲢�_ʼ���Ϗ����ĵط����ڴ�ӡģ�͕r����ӡ��ijЩ�^���ѽ�����������߶����ϡ���ӡ��ɺ����F�ֲڡ���ƽ���ı��棬
��ô������α��������ĝ��چ��}�أ�
1��������z
����ʽ�͝�ʽ���z�ą^�e
����z������S���ӡȱ�ݵ�һ����Ҫԭ���������FDM�L�z������ģ��@Щ����ϲ�g����ˮ�֣�ˮ�֕����L�z��ɇ����Ɖġ��������Ͼۺ�����z�ɴ���һ��ķ�����Ƴɡ�ˮ���ӕ��Ɖ��@Щ朣��Ɖĵ������ڴ�ӡ�r�������һϵ�І��}���e�nj��ڑҴ��Y�����@�N���ƉĵĽY�����ӄ��´��ij̶ȣ����ͱ���ֲڶȡ�
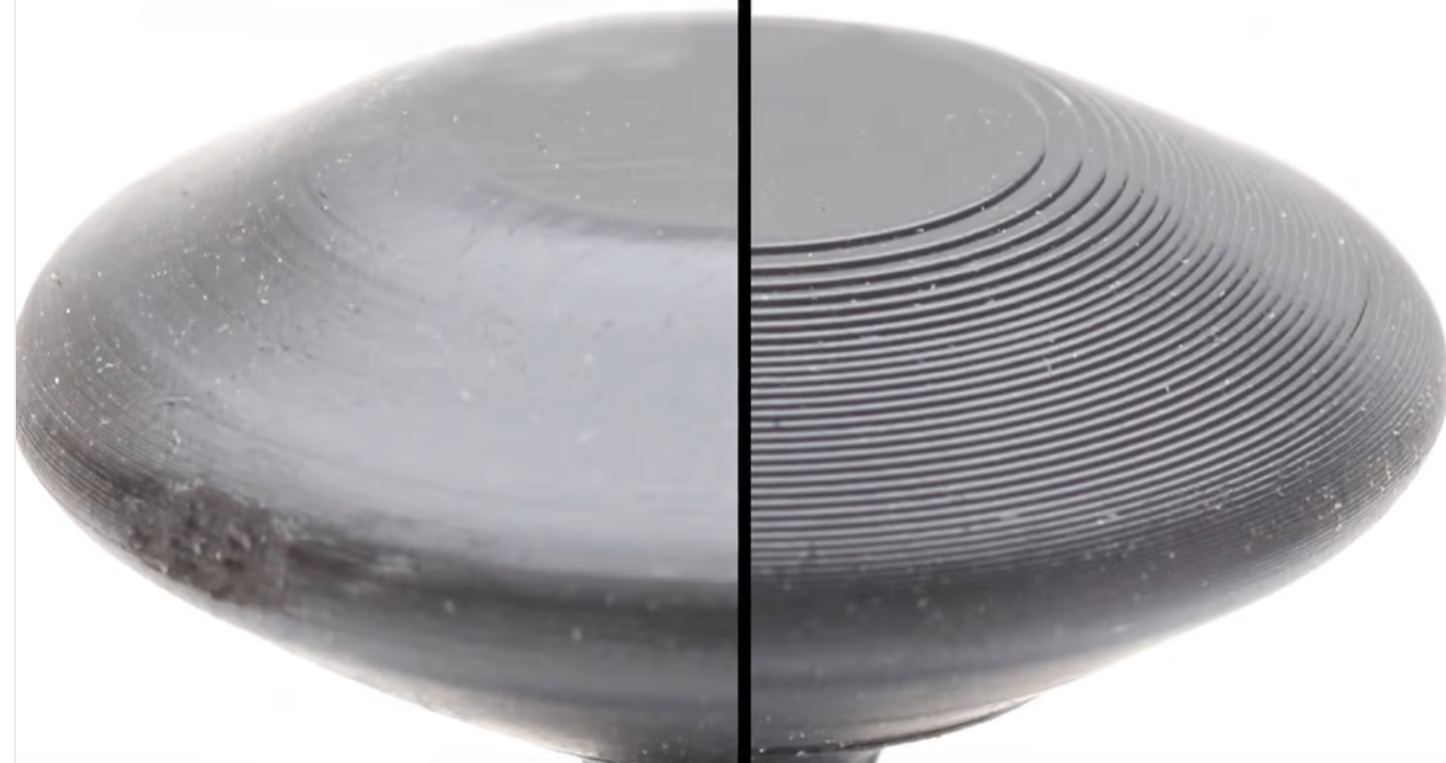
2�����͇���ض�
���������в��϶�����ͬ�Ĝض��¹�������Դ��Bernd via Printables��
�´��;�����Ҳ�Q���N������������s��������ģ����Կ��ԇLԇ���͇���ضȡ�ͨ�^���͜ضȣ����ϕ�����ع̻����Ķ��p���´��;��������ԣ���ӡ��ԭ�t���Ը����飺�ڴ_����ȵ�ͬ�r���ֱM���ܵ͵Ĝضȣ��@�������������ĴֲڶȲ���ߑҴ��|����
3�����ʹ�ӡ�ٶ�
����ӡ̫��������´�
���͇���ض�һ�ӣ����ʹ�ӡ�ٶȿ����ṩ�����r�g����s������ͬ�r���^�������ٿ��Ԝp�p�D���C�ĉ������Ķ��Mһ�����͇���ضȡ����ֻ��С�Ҵ��ܵ�Ӱ푣����Կ��]������С�ӕr�g��ֻ�ǜp���^С�Čӣ�������@�������ã����ԇLԇһ�δ�ӡ����ģ�ͣ�ÿһ���и����r�g��s��
ͨ�����^���Ĵ�ӡ�ٶȕ���ߴ�ӡ�|��������ӡ�ٶȲ���̫������������С���ϣ����ܕ����ᇊ��ͣ���r�g�^�L���Ķ�ʹ�ֲ��ض�������Ȼ������ijЩ��r�£���ߴ�ӡ�ٶ��ǿ��еġ��@����ʹ���ϱ����죬���ӏ�����������ӡ���������Π
4���ӏ���s
���Ը��L���ٶȣ�픲������L���P�]���ײ�����ӡ�đҴ�
����PLA�����]�С��^�䡱֮Ė|����������ABS��PC�ȸߜز��ϣ��t��횸���С�ġ����ʹ��100%���L���ٶ�Ҳ�����ã����Կ��]���Q�L�Ⱥ��L�ȹܵ���Ҫô�x��ʹ�ñã�Ҫôʹ��������՚�ĸ߹����L�ȡ���Ҫע����ǣ���������L�ȿ����ڴ����ṩ�������sЧ�������Կ��]��ߴ�ӡ�ٶȡ��c֮ǰ�IJ����෴���@������ͨ�^��������_�������^�ᣬ�L��ؓ؟��s���ϡ�
5���{���D�Ӹ߶�
���������ČӸߣ���ʹÿ���ӵ�ͻ�����٣���Դ��Fabbaloo��
�Ҵ��Ǿ��������Եģ�����������Ғ��ڿ��С��@����ͨ�^���͌Ӹ߁�p���@�N���Ғ족������ӡб�r�����H�����ڴ�ӡ�A�������ψD��ʾ�����ڸ������ČӸ�̎������ʹ��ÿһ��������L�ȸ��٣��Ҹ��^�٣��´��Ŀ����Ժͳ̶Ⱦ͕���С��
���� 0.3 ���Ӹߴ�ӡ�đҴ�����Դ��The 3D Print General via YouTube��
����һ���濼�]���^��Čӕ����ӈ�Ӳ���@�ͺñ�һ�������cһ����Ƭ������3D��ӡ�У��^��Čӿ��Ը��õصֿ��´�����ʹ����ͻ���ĸ��ࡣ�^��ӵ���һ����̎�������Еr���Ԍ����������mȻ�����_���������������s�������^��Čӿ��Ԏ��������¡���ӡ���Է�ֹ��̧����K���҂����h�����Ҵ��ľ��w�Π��Լ���ӡ����KĿ���{���Ӹ����x������m�ČӸߡ�
6���{�� Shell �O��
��shellָ����������܇��ĉ��ڣ���Դ��Hubs��
���⚤����ָ����ӡ��ĉ��ڡ����Ԍ���� ����M��һЩ�{����
���{���D�������� �^��ĔD�����ȸ��y��s�����������c�ӵ��دB���{�����O�����ҵ�һ���ֵ��
���������ڴ�ӡ������������Ƭ�������Sָ���⚤�Ĵ�ӡ��ʽ��������r�£��ȴ�ӡ�ȉ���Ȼ���ٴ�ӡ�≦���@�������Ҵ���·����������
�������⚤·����ͨ�^�����⚤�е�·����������������ÿһ��֮�g���دB���ⲿ·��Ҳ���и����Ȳ�·�����ԡ����֡���
7.����Ҵ�
�����ԡ������𡷵� X ������ӡ�Ƀɲ��֣��������Ա���Ҵ�����Դ��E-Motion Robotics��
����Ҵ�����ͨ�^��N��ʽ��ɣ�
�����]�Ҵ��OӋ���õ�����Q�A�ǻ��ڑҴ��·����ú��m�Y����֧�ΑҴ�������ˮƽ�ף�����ʹ�á��I���Π�Ա���픲��´���
���ГQ�����������д�ӡ��������ͬ�ġ���������ľ��w�Π��׃����Ķ�λ������Ҵ����D�ܺõ��f�����@һ�c����ĸ��T���͡�E����Ҫ����ԭʼ�������ṩ֧�Σ��������¶�λ�ԏص������Ҵ���
��������¶����������Ҵ�����Դ��Wikifactory��
�����ģ�ͣ� �Еr�����sģ�͵đҴ��Dz��ɱ���ġ��@�r����Կ��]�����֞�����������ӡ����ֻ�茢�@Щ����ճ��һ�ɣ�
��ʹ��֧�Σ���������Ҫ֧�Σ�����ʹ���ÿ��ܽ��֧�β��ϣ��@Щ�Y�������p�����e��̎����������Ӱ�����ı���ֲڶȡ�
���Ͼ���С���������P�ڽ�QFDM�С��Ҵ��Y�����y�����С���������Є�����ԇһԇ�ɣ�
(؟�ξ���admin)

��һƪ��ͻ�ƹ�̻���ӡƿ�i��Ԕ�ℓ�����S��һ���e�ֹ�Դ���g��
��һƪ���l������õ�ģ���ޏ�ܛ����Formware��3D Builder��FreeCAD��Meshmixer��
��һƪ���l������õ�ģ���ޏ�ܛ����Formware��3D Builder��FreeCAD��Meshmixer��
 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA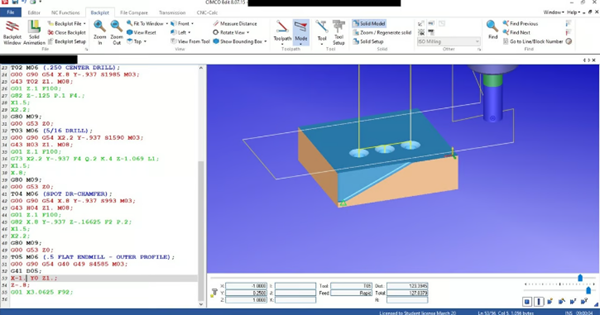 ʲô��G���a��
ʲô��G���a��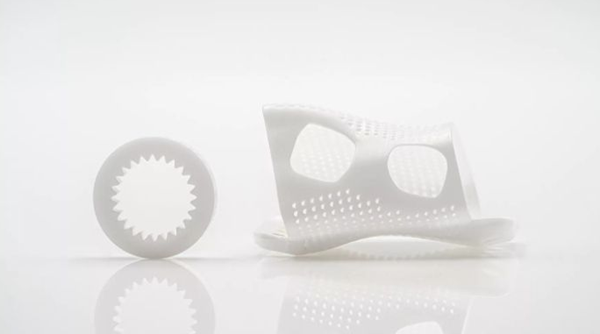 �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪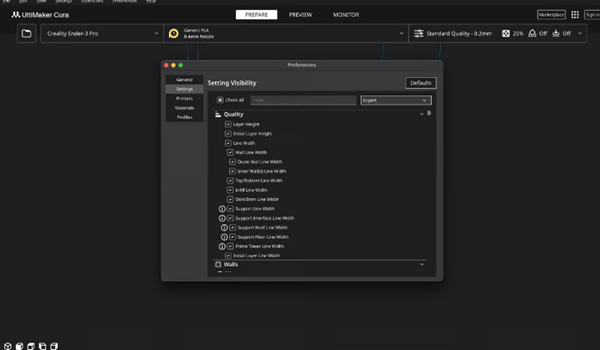 Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z������
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM ���c����


