���ȸ��������Ϗͺϲ���ģ��3D��ӡ��������180�湤�r��
�ͺϲ����dz��X֮������Ҫ�ĺ��ա�������ϡ��ͺϲ���һ��ָ�ɃɷN��ɷN���Ϯ��|�����͡����Բ��ϣ�һ�N������w���������������w���ͺ϶��ɵľ������� ���ܺͽY�������Ͳ��ϡ����M�ďͺϲ��Ͼ��и߱Ȅ��ȡ� �߱ȏ��ȡ����ܿ��OӋ����ƣ���Ժ����g�Եȃ��c��Խ��Խ�V���ؑ����ڸ���պ����w���������ش��M���w�������p�����������ܻ����Y������һ�w����
���M�ďͺϲ����ں��պ����I��đ���ʼ��܊���w�C���Ǟ�M���䌦�ߙC���ԡ�������Ѳ�����[����Ҫ�����ϧ�ɱ��_ʼ���õġ�����������ڽY���p������Ҫ�������w�C�ڏͺϲ�����������Ҳ�ʬF���L��څ�ݡ����磬1970��͙C�ďͺϲ��Ϟ��㣬�������ÿ͙C��80���ďͺϲ��ϡ�
�ͺϲ��ϵđ��������M��������������-3D��ӡ���ڼ����@һ�M�������@���I���õ�������һ�N3D��ӡ���g�ǻ��ڲ��ϔD����ˇ��FDM/FFF 3D��ӡ���g��ԓ���g�ďͺϲ��ϣ�����̼�w�S���������쑪�ÿɷ֞���һ��ǿ�������ͺϲ��ϳ���ˇ�������ģ�߽M������һ��ǟo��ģ��ֱ�������֬���w�S�����㲿����
���ڣ�������һ��3D��ӡ�Ͳ�ģ�߿������참�����ڰ����У�����һ���w�C�Ͳ��о���ͨ�^INTAMSYS �h�T���ܸ����ܲ���FDM/FFF 3D��ӡ���g���F�ˏͲ�ģ�ߵĿ������죬ͨ�^�@�ģ�����@�õďͲ��Ƽ������|�����ߴ羫�ȵȷ����_���ͽ���ģ�Ƽ��dz������Ʒ�|��
![]() ���ָߜص�����
���ָߜص�����
���ИI�lչ��څ���£�����һ���w�C�Ͳ��о�����Ҳ�ڲ����Lԇ��̽���¼��g���¹�ˇ����������Ҫ�I�՞��_�l�w�C�ϏͲ��������Ĺ�ˇ����Ҫ��������Ƥ���C�������_�֡���β�쾀�֡�ƽβ�ͷ����ȷ�C�șC���Y����
�ͺϲ����и߶ˑ����I��ij���ˇ���¿ɷ֞飺ģ����RTM���ቺ���Լ���չ�ע����ˇ���@���ˇ���Ѓ�ȱ�c���ɝM�㲻ͬ�������Ј����ͺϲ�����Ʒ���������磬�ቺ��ˇ�ɵõ������c�Ȳ��|���ߡ��Π���s�ďͺϲ����Ƽ������ܺ��^�ߣ��m�����a���պ����õďͺϲ����㲿����
��ԓ�w�C�Ͳ��о����ͺϲ��ϳ���ˇ������һ�����ɻ�ȱ�ĭh����ģ�ߵĶ��ƺ͑��á�ԭ�еďͲ�ģ����f�����Õr�^�L��ƽ����Ҫ4-7�ܲ��ܽ�������������ߴ��^����߮��ͽY��������r���t����ã�����ɱ�Ҳ���@�����ӡ��@һ�F���ںܴ�̶����Ƽs���w�C�_�l�^���Ќ��Ͳ�������OӋ����Ч�ʣ����ǹ�ˇ�о��ˆT��Ŀ��Ͷ����������-3D��ӡ�I���ҽ�Q������
���^������3D��ӡ�c�����ܾۺ���3D��ӡ�ɷN���g�ɱ�����ˇ���̡����ܷ���ľC�Ϸ���֮����K�x��ͨ�^FDM/FFF 3D��ӡ����������ቺ��ˇ����ģ�߽M����
 © �h�T����
© �h�T����
�����w�C��������ďͺϲ��������^�ߣ���Ҫ�ӽ�200��Ĝضȁ�ʹ��O��ɵ��A���Ϲ̻����ͣ��@����FDM/FFF 3D��ӡ�O���c����Ͳ�ģ�������3D��ӡ������������𡣏Ͳ��о�����K�_���c�h�T���ܺ�����ͨ�^��ߜظ�����FDM/FFF 3D��ӡ�O����_չ���á�
 FUNMAT PRO 610HT 3D��ӡ��ULTEM™1010ģ�߽M��
FUNMAT PRO 610HT 3D��ӡ��ULTEM™1010ģ�߽M��
© �h�T����
FUNMAT PRO 610HT �����h�T����FUNMATϵ�о��еĸ߶˹��I����ߴ�FDM 3D��ӡ�O�䣬�������M�ğ��OӋ���p���^�ض����500�棬ǻ�Ҝض����300�棩���Լ��S���Ĵ�ӡ�����x��߸߾��ȵ��\�ӿ���ϵ�y�OӋ���܉���|����ӡULTEM™1010��PEEK-CF�ȴ�ģ�����ߜز��ϣ�ʮ���m�Ͽ��ُͲ�ģ�ߵđ��ã��˷�����ͨ��������ܛ��׃�εĆ��}��
 ģ�߃Ȳ��ɾW��������䣬��PEEK-CF��ӡ�ɱ����棬ģ�߃Ȳ�ʹ���˾W��������䣬�ڱ��C��Ҫ��ģ�߄��ȵėl���£����H��ʡ�˴�ӡ�r�g������Ч�����˲������ģ����Ͳ�ģ�ߵijɱ�ƽ��������27%��
ģ�߃Ȳ��ɾW��������䣬��PEEK-CF��ӡ�ɱ����棬ģ�߃Ȳ�ʹ���˾W��������䣬�ڱ��C��Ҫ��ģ�߄��ȵėl���£����H��ʡ�˴�ӡ�r�g������Ч�����˲������ģ����Ͳ�ģ�ߵijɱ�ƽ��������27%��
© �h�T����
��FUNMAT PRO 610HT �O���ӡ�������ܲ���ULTEM™1010/PEEK-CF��ģ�߽M�����ԝM��ቺ�� (�ض�180�棬���� 6Bar)�Ĺ��r�����Է��������ڏͲ�䁌�ģ�߮��У���Ͳ��Ƽ��о������a�����˱����c��̎��ͬ�r�����I���O����\�Ӻ͟�����ƣ����Ͳ�ģ�ߵ��Ƽ����ȿ�������1.5mm�ԃȣ���֝M���˺��չ��I�Ŀ���Ҫ��
ͨ�^�h�T����3D��ӡULTEM™1010/PEEK-CFģ��������ďͲ���������Ƽ��ı����|�����ߴ羫�ȵȷ����_���ͽ���ģ�Ƽ��dz������Ʒ�|��������ԭ�ȵ��A�ڡ��r�g���棬���������Ƽ����̵ă��ã�������ˇ�h�������˱��^�����İѿأ�Ŀǰ�ƳɵĎ�ʮ���Ƽ�ƽ���Õr1.5�ܣ��@���r�gҲ�����ˌ���ӡ���ĺ�̎�������ʡ�˕r�g�ɱ���
(؟�ξ���admin)

��һƪ���Ї�ʯ�ʹ�W�șC��������3D��ӡ�Ƃ���ӛ���Ͻ�����ȡ���P�Iͻ��
 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊�������������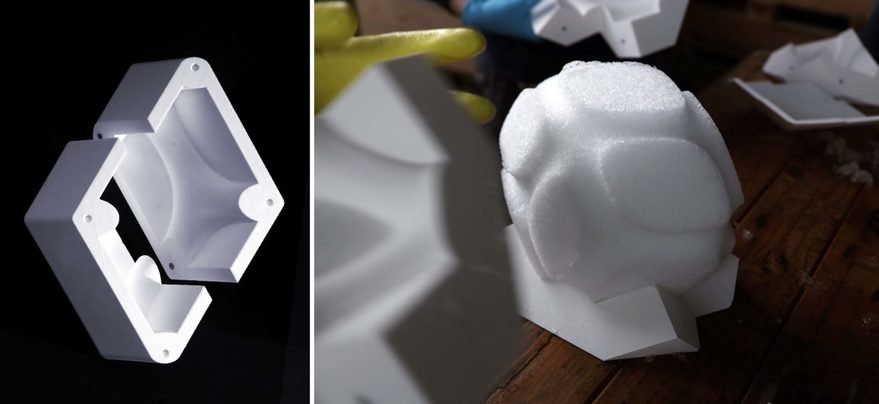 �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D��- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


