���T123��3D��ӡ��Ƭܛ����������ָ��
ͬ�W���������҂����vһ����Ƭܛ���������҂�Ҫ֪��3d��ӡ�Ĺ���ԭ����ʲô����Ƭܛ������ʲôҪ��Ƭ���@Щ���}��
3d��ӡ�ǰ����Sܛ������������3d���蔵����ģ���ڬF����������һЩ�挍���϶ѷe�γɣ����@��һ������������^�̣��@�������^������Ҫģ��ÿһ������Ĕ����D�Ρ��f�ĺ���ͨ�����ı��������҂�ȥ�tԺ��CT�z�飬�@��CT����(Computed Tomography)�������Ӌ��C���Ӓ��裬���҂����wijһ���ֵĽ��水�������������

����Ƭܛ��Ҳ�ǰ�һ��ģ�͵İ���Z�S�����ֳ����ɂ����棬Ȼ���ÿһ�Ӵ�ӡ���������ѯB��������һ�����w�Č���ģ���ˣ��@����3d��ӡ�ij���ԭ����


��Ƭܛ������Щ�أ�



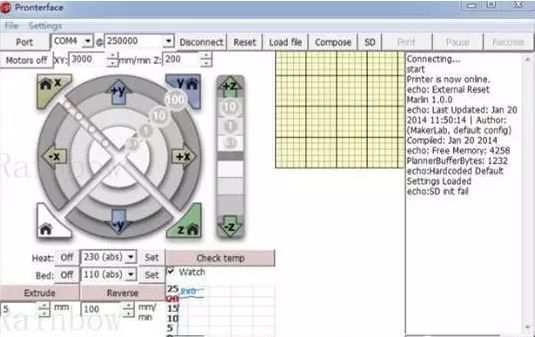
�Ⱥ����f�f��ôʹ�ðɣ����_ܛ�����������@�ӵ�

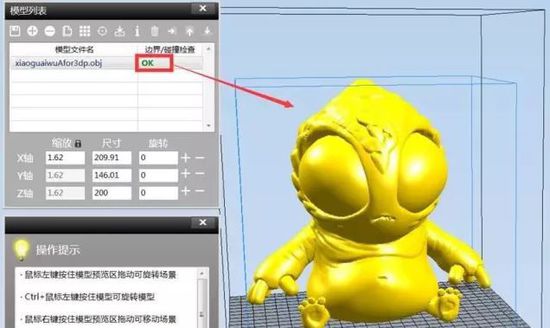
��һ�����c�����dģ�Ͱ��o��
ģ�ͱ������M����ܛ��֧����obj����stl��ʽ��


���εIJ����f���ͷ��ڽ�������

�҂�Ҳ����ʹ�����½ǵĹ��߰��o

ģ���Ƿ��õķ����DZ������ģ�����ʹ�����D���o��

�@��߀��һ�c����ļ������c���҂ȵ������S�D�˿��Ը�׃�����Sϵ�y��

ͨ�^���D���o�D�ӵ�90�ȣ�ʹģ�������挦ҕ�D��
�c���s�Ź��ߣ��҂����Կ���ģ�͵Ĵ�С��ģ�͵ĸ߶���123.06���ס��҂����Դ�ӡ��һЩ��ģ�ͣ������20�������ң������ڳߴ�Z��mm����ֱ��ݔ��200�Ĕ�ֵ��ע�����������i�^���o��ʾ�����s���DZ��i���ģ���׃�κ�һ헔�ֵ�������S��Ҳ�����ձ����M�пs�ŵġ�

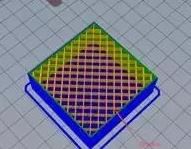
����ģ���ɫ׃������Gɫ����ʾ�����˴�ӡ������ֻ��ģ�����Sɫ���@ʾ�ĕr�ű�ʾģ��̎�ڿ��Դ�ӡ�İ�ȫ������

��ȵ�ģ���б�����Ҳ�@ʾģ���e�`���c������ƽ��İ��o

�F��ģ��̎�ڰ�ȫ�Ĵ�ӡ�������ˡ��ɫҲ׃�����������Sɫ��

�҂����c�f�ׂ���Ҫ���O���x헣������Ǵ�ӡ���ϡ���ӡ���Ϸ֞�PLA��ABS�ɷN���҂�һ�㶼��PLA���ϣ����ЙC����3d��ӡ����ƪ���ۂ��ڼ��v��

����һ���ǵ|����ӡ���w�ĕr���Ƿ��ȴ�ӡһ���|����˜��r�ף��@������3���x��

1.�o�|���ý���˰ɣ�����ֱ�Ӵ�ӡģ�͡�
2.�|���x����ڴ�ӡģ�͵������ȴ�ӡһ�ӵ|��Ч�����£�

3.���N߅�|���@��һ��������Ƭܛ�����^���õ��¹��ܡ��κβ��϶����П�Û��s�Č��ԣ������^��200��ߜصIJ��ϔD�����ᴲ����r�����ϕ�Ѹ����s������s�ٶ�Խ�죬�տs��ҲԽ����ô���������ᴲ�Y�ϲ��o�ܵ���r�£�����������͕��a���N߅����r�����Դ˹��܌��T��Q����ܴ��ģ�͕��N߅�Ć��}��Ч���dz��á��D����N߅�|Ч����

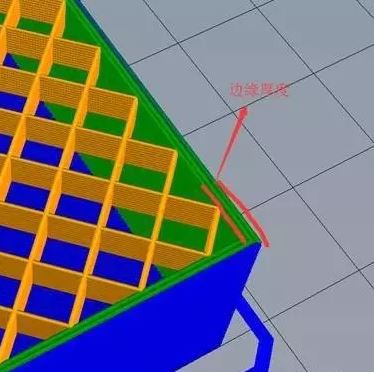
�����ۂ����f�f֧�Σ����f3D��ӡ����ԭ������ӡ�C���^������Z�S�����ģ�͵ײ����϶ѯB���ϣ���K�γ�ģ�͵ġ��������ģ���в��ֽY���ҿճ��F�ĕr�ͱ����֧���B�Ӵ�ӡƽ�_�����@���ֽY���ܰ�ȫ�Ĵ�ӡ������

֧�ε������3�N��


2.��֧�Σ���ָ֧��ֻ�������ڴ�ӡƽ�_�ϡ�

3.��ȫ֧�Σ���ָ֧�����κεط����������ɣ���ʹģ������Ҳ���a��֧�Ρ�

֧�νY�������4�N

1.�W��Y�������ɵ�֧�νY���Ĕ����ǾW���Π

2.���Y�������ɵ�֧�νY���Ĕ����Ǿ��Π



4.���Y�����������ɵ�֧�νY���Ĕ���͘��֧����һ�ӵ�Z���Πֻ��ģ�ͱ���Ҳ������֧�Ρ�

�ײ�/픲����D������2�N���

픵������ָģ�͵�픲��c�ײ�����䷽ʽ������һ�������w���^������ʾ��


2.���Y�����픵�
�Ȳ����D��ģ�̓Ȳ����ĽY�����D�Sɫ���֞����Y����

�Ȳ����D����4�N

1.�ԄӽY�����
2.�W��Y�����

3.���Y�����

4.�حh�Y�����

��ӡ�Ӹ�ָ����ÿһ�ӽ���ĺ�ȣ�һ���ӡ���^����0.4mm�����ԌӸ�һ�㲻�����ڿ�������0.3mm�ČӸߴ�ӡһ��500mm��ģ�ͣ���Ҫ��ӡ167�ӡ�


��ӡ����ʣ�����ָģ�̓Ȳ����ȡ�
100%�����nj��Ĵ�ӡ�ˣ�������100%��20%����䡣
��ӡ߅�����ȣ��D�Gɫ���֞�߅�����
��ӡ�|���O���o�҂��ṩ��4�N��ͬ�Ĵ�ӡ�|���x��


��|��


����|��

�Զ��x���@����һ���O�ô�ӡ�Ĕ�ֵ������҅�����

��ӡ�O������߀���@ʾ���O��
���������x���PLA
����ֱ���x��1.75mm
��ӡ�^�ضȞ飺210��
��ӡ�幤���ضȣ�50��


�c��������SD�����x���·���ͱ�������֣���ʽ��gcode���ļ���

���ļ���ؐ��sd���У����M3d��ӡ�C�оͿ��Դ�ӡ����
���^��С�r��ӡ��С�����ӡ�������


(؟�ξ���admin)

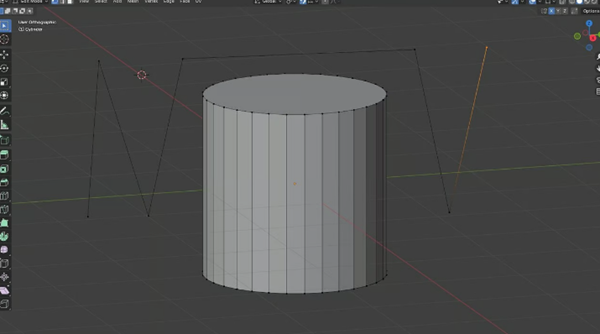 3D��ģܛ��Blender�����
3D��ģܛ��Blender�����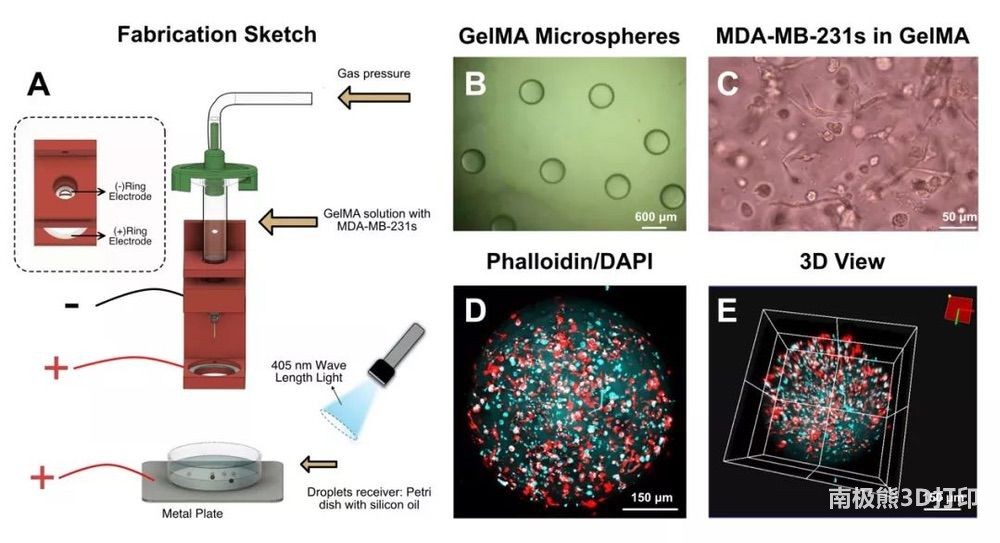 ����ϩ���������z��GelM
����ϩ���������z��GelM 픿��C����3D��ӡ�K�w����
픿��C����3D��ӡ�K�w���� ��ɫˮ�P+3D��ӡ�������
��ɫˮ�P+3D��ӡ������� �����3D��ӡ�C�������֣�
�����3D��ӡ�C�������֣� Magics�ָ�ģ�͵�3�N��ͬ
Magics�ָ�ģ�͵�3�N��ͬ- �� 3D��ģܛ��Blender�����������c��
- ������ϩ���������z��GelMA������3D��
- ��픿��C����3D��ӡ�K�w���ٲ�����1��
- ����ɫˮ�P+3D��ӡ�����������������T
- �������3D��ӡ�C�������֣��@���̳�Ո��
- ��Magics�ָ�ģ�͵�3�N��ͬ��ʽ����
- ��Magics�ָ�ģ�͵�3�N��ͬ��ʽ����
- ��3D��ӡ�C�̳̣����������P��
- ��3D��ӡ�C�̳̣�Ender-3 ����������ٔD
- ��3D��ӡ�̳̣��T�������� �������S
 Magics�ָ�ģ�͵�
Magics�ָ�ģ�͵� ���_�M��3D��ӡ��
���_�M��3D��ӡ�� 3D��ӡ�C���ֽ̳�
3D��ӡ�C���ֽ̳� �����n�ã�������
�����n�ã�������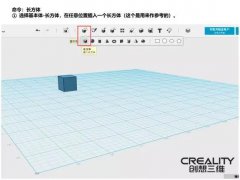 3D��ӡ�̳̣�����
3D��ӡ�̳̣�����

