如何解決3D打印擠出塑料不足的問題
時間:2016-07-19 11:16 來源:百度貼吧 作者:點構三維 閱讀:700次
在解決了打印開始時不擠出和打印時粘不住熱床這兩個問題之后,今天3D虎將帶大家一起探討解決擠出塑料不足這一問題的解決方法。
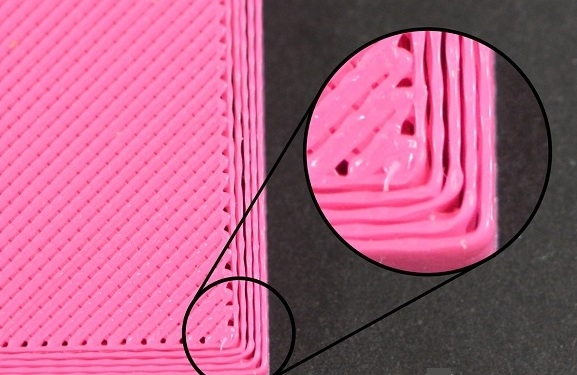
由于3D打印機不提供任何實際塑料擠出數量的反饋,很可能擠出噴嘴的塑料量會少于軟件所預期的,即所謂的欠擠出。這種情況發生的時候,你會觀察到每層相鄰擠出之間的間隙。最可靠的檢測打印機是否擠出了足量的塑料的方法是打印一個簡單的20mm高的立方體,至少打印三圈輪廓。從立方體的頂部檢查這三圈輪廓是否牢固的結合在一起了。如果三圈輪廓之間有間隙,那就是欠擠出了。如果3圈輪廓緊密相連并且沒有任何縫隙,那可能是碰到另外的情況。一旦確定是欠擠出,有以下幾種原因。
耗材直徑不對:
你需要確認的第一件事情就是軟件知道你在用的耗材的直徑。在“基本”頁面可以看到“耗材直徑”這個設置值。檢查一下這個值跟你購買的耗材一致。你甚至應該親手用卡尺測量一下耗材的直徑,確保你輸入到軟件里頭的參數無誤。最常見的耗材直徑是1.75mm和2.85mm。大部分的成卷耗材的包裝上會標注正確的直徑。
調大擠出倍率:
如果你的耗材直徑是對的,但是你仍然能夠看到欠擠出問題,那么你應當調整你的擠出倍率。這是一個Cura提供的非常有用的參數,允許你很容易的修改塑料的擠出量(或者叫流量)。在“基本”頁面你能看到“流量”這個設置。打印機上的每一個擠出機都有一個獨立的擠出倍率,所以在使用該參數時確認在左邊的列表里選定的是相應的擠出機。舉例來看,如果擠出倍率原本是100%,你調整至105%,就意味著會多擠出5%的塑料。PLA打印時擠出倍率的典型值是90%,ABS的典型倍率是接近100%。嘗試以5%為增量來調整并觀察打印立方體輪廓間隙的效果。
(責任編輯:admin)

 只需3步,擺脫你不喜歡的3
只需3步,擺脫你不喜歡的3 3D掃描儀怎么玩?
3D掃描儀怎么玩? 如何使用光固化3D打印機打
如何使用光固化3D打印機打 講述3D打印機怎么用 初學
講述3D打印機怎么用 初學 手工對FDM 3D打印部件進行
手工對FDM 3D打印部件進行 光固化3d打印如何優化模型
光固化3d打印如何優化模型最新內容
 創想三維:如何用
創想三維:如何用 為了便于3D打印,
為了便于3D打印, 初學3D打印者必讀
初學3D打印者必讀 為了便于3D打印,
為了便于3D打印,熱點內容


