3D��ӡ���g������߷����еđ��þC��
���꣬Ҫ��ʲô�Ƽ����~��3D��ӡ���^������һָ��3D��ӡ���g���Q��"�����ϵĄ���S"���������Pܛ�����aƷ�D���D����3D�D�����ς���X�����������IJ��Ϻ�ӡ���^�͕������D�����ӌ��|����ӡ�������ٶѯB��һ��ɞ�һ�����w��Ʒ�����ڲ���"�������켼�g"����˸��ӹ�ʡԭ���Ϻ��˹������ҿ������ΑB��������Ʒ����Փ�ϣ�ֻҪ��X�����OӋ�������ͣ�3D��ӡ�C���ɴ�ӡ������

3D ��ӡ���g�Ļ��������^���ǰ���"�����졢���ӯB��"��ԭ�������磬���Ը���CT �ȳ�������Ӌ��C3D ��ģ�D�Q������STL ��ʽ�ļ�ݔ�뵽Ӌ��Cϵ�y�У����ӳɶ��S��Ƭ������ͨ�^Ӌ��C���Ƶ�3D ��ӡϵ�y�M�����Ӵ�ӡ���B�Ӻ���K�@�����S�aƷ�� �����t�ø߷��Ӳ��������t�Þ�Ŀ��,���ںͻ��w�M�����|,�����\�ࡢ�ί�����Q�C�w�нM�������ٻ����M�书�ܵĸ߷��Ӳ��ϡ��ڹ��ܸ߷��Ӳ����I��, �����t�ø߷��Ӳ��Ͽ��^��܊ͻ��, Ŀǰ�ѳɞ�lչ����һ����Ҫ��֧��
Ȼ����3D��ӡ�c�����t�ø߷�������ײ���a��ʲô�ӽk���Ļ��أ�
�������t�W�I������3D��ӡ���g�����еĿ����ԡ��ʴ_�ԣ������L�������s�Π�w������ʹ���������t�W�I�������dz��V���đ���ǰ������ʲô��ÿ���˵����w���졢������r�����������ԺͲ������3D��ӡ�c�t�WӰ��ģ���c���漼�g�Y��֮���܉����˹����w��ֲ���w���˹��M�����ٵ����췽��a������Ƅ�Ч����
��һ��3D��ӡ�����t�ø߷���
�����������f������ǰ���f�Ǹ߾��⼼�g��3D��ӡ�ֶ��ѽ����V���\���ڿƌW�о��ĸ��N�I�����������t�ø߷����I����@�ˑ�����չ�;��Ј�����ʹ���@���ߵĽY��Ѹ�Ͱlչ�����У�����������3D��ӡ�����t�ø߷��ӵľ��w�ɲ����Č��F�ֶη֞������ķN��
1����̻����wӡˢ
��̻����wӡˢ���g( SLA) ʹ�õ�ԭ�Ϟ�Һ�B������֬��Ҳ�������м������������γɏͺϲ��ϡ����Dz���Ӌ��C�����µ����⼤������Ӌ��Cģ�͵ĸ��ӽ����·�����c���裬ʹ������^�ȵĘ�֬���Ӯa����ۺϻ�⽻������̻�����һ�ӹ̻���ɺ��ڴ�ֱ�����Ƅӹ����_��ʹ��ǰ�̻��Ę�֬���渲�wһ���µ�Һ�B��֬�����Ӓ��衢�̻�����K�@�����Sԭ�͡�
SLA ���g���и߾��ȡ����ܷ������aƷ���W���ȸߵȃ��c����ȱ�c�dz��ͮaƷ��Ҫ��ϴ��ȥ�s�|��������ɮaƷ׃�Ρ�SLA ���g��Ŀǰ���g�����͑�����V��3D ��ӡ���g��ԓ���g�@�õ�3D ���Ͳ��Ͼ��п��{�صĿ׳ߴ硢��϶�ʡ�؞ͨ�ԺͿֲ���
֬����������ھ������õ����������ԺͿ��{�������オ�����ܣ����Ŀǰ���V�������������t���I����֬���������ԭ�ϵ�3D ��ӡ���ͼ��gҲ�ܵ���Խ��Խ����Pע��
�ձ��|���t�ƴ�W��Matsuo ���Ծ�( L-����/HA)��ԭ�ϣ��Ƃ��˿����ն���мܣ��o�����X��ֲ����һ���������M���[���г�������M���ؽ����@���˱Ƚ����֧�ܸ��õ��ޏ�Ч����
ˮ���z��һ�N���и�ˮ�������Hˮ�Ի��p�H�Ծۺ������S�W�j������ˮ���z�������õ����������ԣ��Լ��c���wܛ�M�����Ƶ����W���|����˱��V�������ڽM������֧�ܲ����cˎ��Ŀɿ�ጷ��С�Ŀǰ�����y��ˮ���z�Ƃ䷽����Ҫ��ͨ�^�߷�����g�Ļ��W��������������ã��y�Ԍ��F��ˮ���z�ⲿ�̓Ȳ��Y���ľ��_�{�ء���3D��ӡ���g�t�܌��F�������ⲿ�ΑB�̓Ȳ��Y���ľ��_�{�أ��������{�ؼ����ķֲ����Լ������c�����w��ƥ�䣬��˾��Ъ��صă��ݡ�
���Π���W��Butcher��PEG-DA / �����}�ͺ�ԭ���Ƃ��������}��ˮ���z֧��, ԓˮ���z�ď���ģ����׃���Ƃ��^��İ�Ĥ�ɫ@�ø��ߵľ��_�ȡ��Nֲ��ˮ���z֧���ϵ��i�����}���g�|���������B21 �����нӽ�100% �Ĵ���ʡ�
2�����ڳ��e����
���ڳ��e����( FDM) �Dz��ß��ۇ��^��ʹ�����ڠ�B�IJ��ϰ�Ӌ��C���Ƶ�·���D�������e�������̳��ͣ����^���ӳ��e�����̣�����ȥ֧�β��ϣ��õ���������S�aƷ��FDM ���g��ʹ�õ�ԭ��ͨ�����s�Ը߷��ӣ�����ABS������������������̼����������ϩ���۱�ϩ�ȡ�ԓ���g���c�dz��ͮaƷ���ȸߡ������|���á����͙C�Y�����Ρ��o�h����Ⱦ�ȣ�������ȱ�c�Dz����ض��^�ߡ�
�����������FDM ���g�Ƃ������t�ø߷��Ӳ���Ҳ�ܵ�Խ��Խ�����ҕ����������֬���������ԭ���Ƃ�����ɽ���֧�ܲ��ϣ�ȡ�����ஔ����Mչ��
�¼�������������W��Teoh ��ʹ��PCL ��ԭ�ϣ�ͨ�^FDM ���g�Ƃ��˷�C��Ȳ���ȫ؞ͨ�Ŀɽ���3D �M������֧�ܡ����ϵĿ�϶���c���s���|���и߶ȵ����P�ԡ��˳������w�S�����c���Ϲ����B��3�� 4 �ܺ�l�F������ȫ��M֧�ܵĿ�϶���������溬�й����g���|������3D ֧����ֲ���i�ۿ��Ą��ں@�ñț]��֧�ܲ��ϻ�]�зNֲ������֧�ܸ��õ��¹��γ�Ч����ԓ�Y���������@�N3D ��ӡ��PCL ֧�ܿ��������ڹ�ܛ���ޏͷ��档
3���x���Լ�����Y
�x���Լ�����Y( SLS) �Dz��ü���������Ӌ��Cָ��·�����裬ʹ�����_�ϵķ�ĩԭ�����ڡ�ճ�Y�̻�����һ�Ӓ����ꮅ���Ƅӹ����_��ʹ�̻��ӱ�������µķ�ĩԭ�ϣ����^���Ӓ���ճ�Y���@�����S���ϡ��cSLA ���gͨ�^������������lҺ�B��֬ԭ�ϰl���ۺϻ�������ͬ��SLS ���g��ͨ�^����a���ߜ�ʹ��ĩԭ�ϱ������ڡ��ճ�Y���γ����S���ϡ� SLS ���g���õ�ԭ�ϰ������ϡ��մɡ����ٷ�ĩ�ȡ��䃞�c�Ǽӹ��ٶȿ죬�ҟo��ʹ��֧�β��ϣ���ȱ�c�dz��ͮaƷ�����^�ֲڣ����̎�����ӹ��^���Е��a���ۉm���ж����w�����ҳ��m�ߜؿ�����ɸ߷��Ӳ��ϵĽ��⣬�Լ�������Է��ӵ�׃�λ��ĵ�����
(؟�ξ���admin)

 δ����3D��ӡ���鹩��朎�
δ����3D��ӡ���鹩��朎�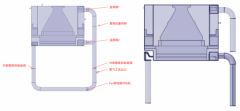 �x�^�����ۻ�SLM�^���д�
�x�^�����ۻ�SLM�^���д�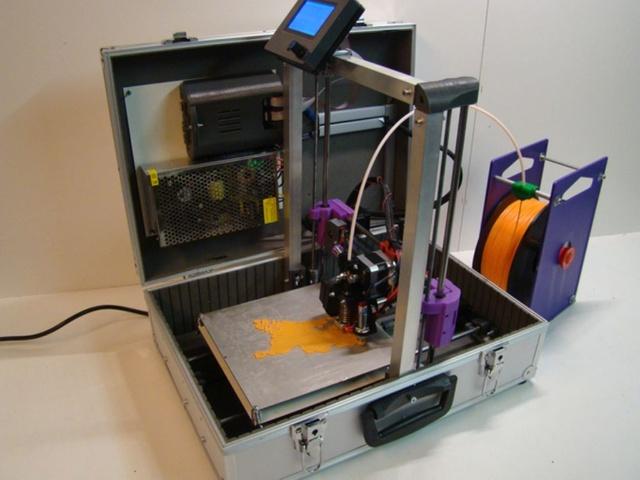 3D��ӡ�ᳱ���^���²�����
3D��ӡ�ᳱ���^���²����� ��؛��3D��ӡ��һ������
��؛��3D��ӡ��һ������ 3D��ӡ�C������ڭh�����}
3D��ӡ�C������ڭh�����} 3D��ӡ�鹩��朎������벻
3D��ӡ�鹩��朎������벻- ��δ����3D��ӡ���鹩��朎�����Щ��׃��
- ���x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w��
- ��3D��ӡ�ᳱ���^���²�����ΰlչ��
- ����؛��3D��ӡ��һ������܇�аl�c���a
- ��3D��ӡ�C������ڭh�����}�ϰ�������Ҫ
- ��3D��ӡ�鹩��朎������벻���ĸ�׃
- �����3D��ӡ���ͼ��g����܇�аl�еČ���
- ��ȫ�Ԅӻ�����3D��ӡ���a���S��ԇ�\��2
- ���������m���W���x���Լ����ۻ��^��
- ��3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
 ���3D��ӡ���ͼ�
���3D��ӡ���ͼ�

