�����c(di��n)����3D��ӡ���g(sh��)�о��c��(y��ng)��(2)

�@һ���c(di��n)ʹ��Bi35In48.6Sn16Zn0.4īˮ����׃�^�����^֮��ͨ�������ş�����С���Ķ������������׃���D4����ӳ��Һ�γ��e�^�̞飺����Һ�B(t��i)ī�����䵽�Ѵ�ӡ��Ʒ����r(sh��)��ī�Ο������f�o��ӡ�����ʹ���ۻ����cī�����ڣ��ڜض��^�͵�Һ����s�h(hu��n)�������ڵĽ���Һ�wѸ�����̣������ī�μ��ɞ��Ѵ�ӡ��Ʒ��һ���֣��@����γ��e�γ���K�Ĵ�ӡ��Ʒ������ڂ��y(t��ng)�Ŀ՚���s������Һ�����w��s����һЩ��(d��)�صă�(y��u)�c(di��n)���ԟo(w��)ˮ�Ҵ���������ጧ(d��o)�ʺͱȟ��ݷքe�Ǹ���՚��9.27����2.41���������ڽ���ī�����̕r(sh��)ጷŵğ������Ա�Ѹ�ٌ�(d��o)�ߣ��_(d��)��������s��Ŀ�ġ��o(w��)ˮ�Ҵ����ܶ��Ǹ���՚��655.02��������(j��)�����¸���ԭ���������ī���ڟo(w��)ˮ�Ҵ������ܸ���Ҳ���ڸ���՚��е�655.02������˟o(w��)ˮ�Ҵ���(du��)�����Һ�����˾��_���á����⣬�ڟo(w��)ˮ�Ҵ�����ɴ�ӡ��Ҳ�����p��������Һ�ε�������

δ����Һ��3D��ӡ�C(j��)��(hu��)��ʲô�ӵ��أ����ȣ���ӡīˮ����s���w�IJ����x�����P(gu��n)��Ҫ��2�N�������ܶȡ�ճ�ȡ����揈�����ጧ(d��o)�ʡ�늌�(d��o)�ʵȷ�����Ҫƥ�䣬���еĵ����c(di��n)���٣�����扻���㟻����G���Ͻ�Ⱦ����x����ӡīˮ���ڴ�ӡ�^���У���s���w�Ĝض�Ҫ�����ڴ�ӡīˮ�����c(di��n)���£��Ա��C����īˮ�܉����̡����˱��C��ӡЧ�ʣ����Բ���ע�����к�ע�䇊�^��нY(ji��)�ϵ��k������D5��ʾ��Ӌ(j��)��C(j��)��������ע��õ����M(j��n)�ٶȣ�ʹע�䇊�^ֻ�茦(du��)��(y��ng)��ӡ��λ���M(j��n)�������^�̣��Դˌ�(sh��)�F(xi��n)���S���e��
�ġ������c(di��n)���ٵď�(f��)�ϴ�ӡ���g(sh��)
�S��3D��ӡ���g(sh��)�İl(f��)չ����(f��)��ʽ3D��ӡ��hybrid3Dprinting��������������(hu��)��һ��(g��)�l(f��)չڅ��(sh��)�����^��(f��)��ʽ��ӡ�������Ƕ�Nīˮ�Ľ�����ӡ��Ҳ�����Ƕ�N��ӡ�����ĽY(ji��)�ϡ��������Bi35In48.6Sn16Zn0.4�����٣���705�����z���ǽ��٣�īˮ�ď�(f��)�ϴ�ӡ��705�����z��һ�N��ˮ�o(w��)���g�����^����ճ�τ����������ڳ��������տ՚��е�ˮ���̻���ͨ������늚���b���ϡ�����-�ǽ��ٴ�ӡ�^�̞飺�����ڻ�������705�����z��ӡ��1�ӣ�����̻�������������Bi35In48.6Sn16Zn0.4īˮ��ӡ��2�ӽ��ٽY(ji��)��(g��u)���S������705�����z��ӡ��3�ӡ���ֹ̻�����ӡ��Ʒ�Ļ�����ȡ�£��õ�һ�N��������εĽY(ji��)��(g��u)�����ӽ��ٺͷǽ��ٴ�ӡ�ČӔ�(sh��)��������������(f��)�s�ĽY(ji��)��(g��u)������-�ǽ���?g��u)?f��)��ʽ��ӡ��������˽��ٙC(j��)е��(qi��ng)�Ⱥá���(d��o)늌�(d��o)���ԏ�(qi��ng)�����c(di��n)���Լ��ǽ������õĽ^�����ܣ��Ķ�ʹ�ô�ӡ���·������һЩ���ӵĭh(hu��n)����ʹ�á������f�������Ï�(f��)��ʽ��ӡ�������Y(ji��)��(g��u)�����ܼ����ЏV韵İl(f��)չǰ����
�塢��ֲ��ʽ�����t(y��)�W(xu��)��������w��(n��i)3D��ӡ���ͼ��g(sh��)
��ֲ��ʽ�����t(y��)�W(xu��)��������w��(n��i)3D��ӡ���ͼ��g(sh��)��һ�N����(chu��ng)��ʽֱ���������w��(n��i)Ŀ��(bi��o)�M��̎ע����͵��t(y��)������������췽����������^����D6��A����ʾ��

���ȣ����������ݵķ��b���ϣ������z��ע�䵽����M����(n��i)�̻��γ��ض��Y(ji��)��(g��u)�����ù��ߣ���ע����^���ڹ̻��ķ��b�^(q��)���(n��i)���벢�γ����γ�늘O�^(q��)�����(d��o)늽���īˮ���^����īˮ��������/�{�߶�������혴�ע����γ�Ŀ��(bi��o)����b�á�ͨ�^����ע�������M(j��n)ᘷ���ע�䲿λ��ע��������^��λ���ٶ��@�ӵ�3D��ӡ���E��������Ŀ��(bi��o)�M��̎���A(y��)���Π���ܘ�(g��u)�����K���������D6��B����һ��(g��)���i��M����ע����͵�����늘O������Һ�B(t��i)���ٞ�Ga67In20.5Sn12.5�Ͻ����c(di��n)�s��11�棩��

�D7չʾ��������M����(n��i)ע�����RFID�쾀���^�̣�A�������Ƃ��3DҺ�B(t��i)����RFID�쾀��B���������@�N�����w��(n��i)3D��ӡ���ͼ��g(sh��)�������������������^�ߵ�협�(y��ng)�ԡ��m�λ����Լ���(chu��ng)���c�ͳɱ����c(di��n)�@ʾ�����õđ�(y��ng)��ǰ������ֲ��ʽ�����t(y��)����Ӽ��g(sh��)�I(l��ng)�������Ҫ���x��
���������c(di��n)����3D��ӡ���g(sh��)ǰ������
�����f�����l(f��)չ�Ե����c(di��n)���ٞ�īˮ��3D��ӡ���g(sh��)�����P(gu��n)��Ҫ��һ�h(hu��n)��īˮ���ϵ��_�l(f��)���猦(du��)�������������c(di��n)��ճ�ȡ����揈����늌�(d��o)�ʡ��ጧ(d��o)�ʵȣ��Լ�īˮ�c���ײ��ϵ������ԡ���(r��n)���Եȣ�ϵ�y(t��ng)�Ե��M(j��n)��Һ�B(t��i)���ٲ��ϻ���M���о�[13]���ڴ�ӡ���g(sh��)���棬δ���đ�(y��ng)�Ì��ԏ�(f��)�ϴ�ӡ�����������Һ�B(t��i)���ٵĿ�ֲ��ʽ�����t(y��)�W(xu��)����������w��(n��i)3D��ӡ���g(sh��)�������ٵČ�(d��o)��Ժͷǽ��ٵĽ^�����b���ԽY(ji��)�����������������������ö�Nīˮ���\(y��n)�ö�N��ӡ���g(sh��)����늚�ϵ�y(t��ng)�������w�·�����C(j��)����������������Ȍ���(hu��)�ǽ��һ�Εr(sh��)�g�İl(f��)չڅ��(sh��)��������I(y��)�������Ϣ����Դ���t(y��)�����g(sh��)���I(l��ng)��?q��)��a(ch��n)����đ�(y��ng)��������l(f��)չ���dδ����
(؟(z��)�ξ���admin)

��һƪ����(gu��)��(n��i)�������c��ĩ�w���������^�̵�ģ�M����
 �{���w�SͿ�ӹܠ�֧�ܹ���
�{���w�SͿ�ӹܠ�֧�ܹ���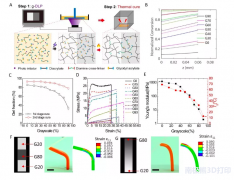 ���������F(tu��n)�(du��)��Science��
���������F(tu��n)�(du��)��Science�� ��(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)
��(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��) �����ܽ��ټ������������b
�����ܽ��ټ������������b ���������c�����W(xu��)������
���������c�����W(xu��)������ ���漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��
���漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �����������F(tu��n)�(du��)��Science���ӿ��� 3D��ӡ
- ����(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)�C��
- �������ܽ��ټ������������b�估��ˇ�_�l(f��)
- �����������c�����W(xu��)�����аl(f��)ˮ���z/��
- �����漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��Ԫ����������(j��)
- ���ƌW(xu��)��ʹ�ó�������������3D��ӡ�M��
- ���P(gu��n)��DMD�����۸�3D��ӡ���g(sh��)�ķ���ģ�M
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �����������F(tu��n)�(du��)��Science���ӿ��� 3D��ӡ
- ����(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)�C��
- �������ܽ��ټ������������b�估��ˇ�_�l(f��)
- �����������c�����W(xu��)�����аl(f��)ˮ���z/��
- �����漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��Ԫ����������(j��)
- ���ƌW(xu��)��ʹ�ó�������������3D��ӡ�M��
- ���P(gu��n)��DMD�����۸�3D��ӡ���g(sh��)�ķ���ģ�M
- ���������x�^(q��)������Y(ji��)�ļ{������(qi��ng)�ۺ����(f��)
- �����صۇ�(gu��)�����W(xu��)Ժ���ͳɱ�늻��W(xu��)�����
 �ƌW(xu��)��ʹ�ó���
�ƌW(xu��)��ʹ�ó���- ��CLIP�B�m(x��)Һ�����켼�g(sh��)����ԵĹ�̻�
- ���{��(j��)3D��ӡ����(gu��)��(n��i)���p���Ӿۺϼ��g(sh��)�I(l��ng)
- ���P�c(di��n)2016�ϰ���Ŵ���3D��ӡ���g(sh��)
- ��3Dģ�͎�(k��)Sketchfab�Ƴ�ʹ��VR�^���g�[3
- �������{(l��n)��Ӣ�Z����3D�����ӡѪ�ܼ��g(sh��)
- �����g(sh��)���£���(gu��)IFAM�_�l(f��)����FDM 3D��ӡ
- �����ͽ���3D��ӡ���g(sh��)XJET���������
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �������c(di��n)����3D��ӡ���g(sh��)�о��c��(y��ng)��
- ��SLM 3D��ӡ���g(sh��)��ͻ�ƣ������a(ch��n)�ߏ�(qi��ng)����


