�ݗU�D�����ڳ��e��ģ������������������մ�
�r�g��2021-10-09 14:31 ��Դ��δ֪ ���ߣ�admin ��x����
�S��������Ŀ��ٰl(f��)չ�����Ϻͽ����������켼�g(sh��)����һ���Ĺ��I(y��)��(y��ng)�ã�Ȼ�������մ����������켼�g(sh��)��Ȼ�y���ڲ��Ͽɿ��ԡ��ߴ羫�Ⱥ�����ɱ�֮�gȡ��ƽ�⡣���y(t��ng)�ľۺ����FDM�O(sh��)��ͨ��ʹ�ù̶�ֱ���������L�z�����ۺ���ճ�Y(ji��)���c�մɷ۵Ļ�����ڵ��ຬ��(30%
wt
%)�r���F(xi��n)�����ԣ������Ƃ������մ��L�z��Ȼ�����ڸ�����ԭ�ρ��f�����ຬ���Еr��Ҫ���^80wt%�������ߡ����մ�ע������У��@�N�߹��ຬ����ԭ��ͨ����������w���ͨ�^�ݗU�D���ķ�ʽ�M(j��n)��ݔ�ͣ���ͨ�^�ӟ�͔D������K�ڇ���̎�@�����ܾ���Ľz�������մ�ע����Ͷ��ԣ��ЙC(j��)ճ�Y(ji��)�����x��ԭ�ϵ��Ƃ䡢Ó֬�͟��Y(ji��)�ķ������O(sh��)���ѽ�(j��ng)�M(j��n)���ˎ�ʮ��������о��ͳɹ��_�l(f��)���@Щ֪�R�������ڃ�(y��u)���ݗU���A(ch��)��ӡ�O(sh��)��Ĺ�ˇ����(sh��)��ԓ�O(sh��)�������ݗU�D���b�ã��m����ʹ��Al2O3��ZrO2��Si3N4��SiC��ĩ�����{�����������칤���մɲ�����
���@�(xi��ng)�����У��������һ�N�����ݗU�D�����m���ڸ߹��wؓ(f��)��ԭ�ϵ�FDM�������_����������մ����������ݗU�ă�(y��u)���Y(ji��)��(g��u)����(sh��)�ͼӹ����ڡ��������Y(ji��)�մɵČ��g�Y(ji��)�Ϻ͙C(j��)е��(qi��ng)���M(j��n)�����u�r(ji��)���о��Y(ji��)�������������ݗU�D����FDM���������Ƃ��(f��)�s�Π��մ�����ǿ��еġ�
�D3��yԇ��ͬ�Ӻ�r���w�͟��Y(ji��)�w���ܶȺ͏�����(qi��ng)�ȡ��Ӻ�Ȍ�ӡˢ�w�͟��Y(ji��)�w���ܶț]���@��Ӱ�(Ҋ�D3(a))�������ܶȞ�0.35 g/cm3���_(d��)��3Y-TZP��Փ�ܶȵ�58%�����Y(ji��)�����ܶȼs��6.0 g/cm3���_(d��)��TD��99%����D3(b)��ʾ����ͬ�Ӻ��Ƃ�����w������(qi��ng)���_(d��)��ע�����w30mpa������(qi��ng)�ȵ�һ�����ϣ��C�����w��(n��i)���Č��gճ�Y(ji��)���Ȟ�0.15 mm�ğ��Y(ji��)�w��(qi��ng)�ȳ��^��Ȟ�0.1 mm��0.2 mm�ğ��Y(ji��)�w��(qi��ng)�ȣ��_(d��)��890MPa���ӽ��ɉ���ע�������_(d��)����ˮƽ���M(j��n)һ����(y��u)��ӡˢ����(sh��)��������ȵp�ټӹ�ȱ�ݣ�������Ƃ���ϵĿɿ��Ԍ��ں��m(x��)�о����M(j��n)�С�

�����ݗU�D����FDMϵ�y(t��ng)�m���ڴ�ӡ�߹��ຬ����ZrO2�w���ϣ������������մ���Si3N4��Al2O3����������Ҳ���ЏV韵đ�(y��ng)��ǰ�����O(sh��)Ӌ(j��)�ݗUֱ����12mm���L���Ȟ�17:1���o���Ȟ�2.34���䏊(qi��ng)�����Գ��ܔD���^���Юa(ch��n)���ļ��Б�(y��ng)����ͨ�^����ӡ�ضȡ��ݗU�ٶȺ͇���ߴ�ıO(ji��n)�y����(y��u)���˫@�÷�(w��n)�������_�ɿصĔD�������ͳ�ֵČ��g�Y(ji��)�ϵľ���M���ļӹ����ڡ���������w�͟��Y(ji��)��������w���ܶȷքe�_(d��)����Փ�ܶȵ�58%��99%���ӽ��ɉ���ע����������_(d��)����ˮƽ���(y��n)�C�˻����ݗU�D����FDMϵ�y(t��ng)�m���ڏ�(f��)�s���Π��մ�����Ĵ�ӡ���ߴ羫�ȿɿء�
���@�(xi��ng)�����У��������һ�N�����ݗU�D�����m���ڸ߹��wؓ(f��)��ԭ�ϵ�FDM�������_����������մ����������ݗU�ă�(y��u)���Y(ji��)��(g��u)����(sh��)�ͼӹ����ڡ��������Y(ji��)�մɵČ��g�Y(ji��)�Ϻ͙C(j��)е��(qi��ng)���M(j��n)�����u�r(ji��)���о��Y(ji��)�������������ݗU�D����FDM���������Ƃ��(f��)�s�Π��մ�����ǿ��еġ�
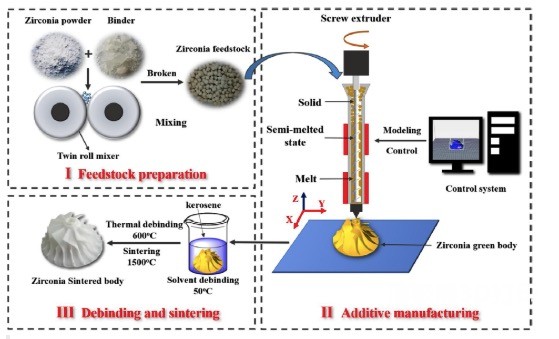
�D1 �ݗU�D�����ڳ��e����������մ�����
ԓ�о��Ƃ�������մɲ����ļӹ�������D1��ʾ�����ȣ���������մɷ��c�ЙC(j��)ճ�Y(ji��)����ϵõ�ԭ�ϡ�Ȼ��ԭ�ϰ�ͨ�^�ݗU�����Ϲܣ��ټӟᣬ�ć���D�����մ����w�������죬Ȼ�����ЙC(j��)�܄����M(j��n)��Ó֬�����ͨ�^��Ó֬�͟��Y(ji��)�õ����ܵ��մ������
�D��������Ҫ���ݗU�D(zhu��n)�ٺ͙C(j��)Ͳ�ضȵ�Ӱ푣����u�r(ji��)�ݗU�D���b�����ܵ���Ҫָ��(bi��o)����(d��ng)�ݗU�D(zhu��n)�ٞ�5 r/min��10 r/min��15 r�r����130 ~
190 C������(n��i)���ɫ@���B�m(x��)��(w��n)���ĔD��Ч�������^�ߵ��ݗU�D(zhu��n)��(20r /min��25r /min)�£�ԭ�ϲ�����130���25r
/min���B�m(x��)�D����
��(d��ng)Ͳ�w�ضȳ��^150��r���D����ÛЧ�������@����(d��ng)Ͳ�w�ض��_(d��)��160���r���D���ľ���ֱ�����c����ߴ���ȣ��������^�ߵ�ӡˢ���ȡ��@���������ڜض��^�ߺ����ճ��׃�ͣ�������׃�Ì�(d��o)�µġ���ˣ�Ͳ�w�ض��ǛQ���D����ֱ����(w��n)���Ե��P(gu��n)�I���أ�����ӡ���_�Էdz���Ҫ��
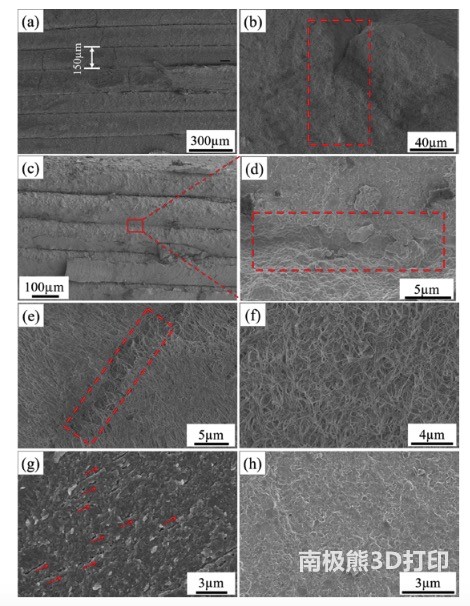
�D2 ��ӡ��SEM�D��
���о���Ҫ�P(gu��n)ע�ăɂ������DZ����|(zh��)���͌��g�Y(ji��)�ϡ������|(zh��)��ֱ���P(gu��n)ϵ�����Y(ji��)���ϵľ��Ⱥͺ��m(x��)�ļӹ��ɱ��������g�Y(ji��)�τtӰ푟��Y(ji��)���ϵĿɿ��ԡ��ڌӺ��0.15
mm�ı����Ĕz��SEM�D����D2(a)��ʾ���������֮�g���g϶�ǿ�Ҋ�ģ�F(xi��n)DM���g(sh��)���y���⡣Ȼ�����Ľ���D���Ӌ(j��)���@�N���g�p϶����ȃH��0.1
mm����(�D2(b))�����տs�ʞ�20%���ҵğ��Y(ji��)�Ӻ��׃?y��u)?.1
mm(�D2(c))���ڈD2(d)�Ŵ�D���п�������ؿ��������g�^(q��)����@�M���c��(n��i)��һ�����ܾ��D2��b)�͈D2(d)�еļt����(bi��o)ӛ��ӡˢ�͟��Y(ji��)���ֵČ��g�^(q��)��
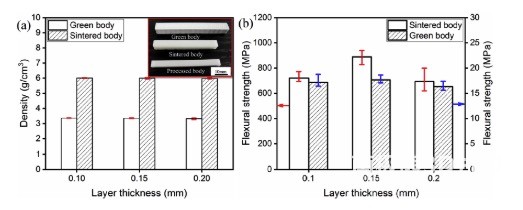
�D3������մɴ�ӡ�ܶȼ���(qi��ng)��
�D3��yԇ��ͬ�Ӻ�r���w�͟��Y(ji��)�w���ܶȺ͏�����(qi��ng)�ȡ��Ӻ�Ȍ�ӡˢ�w�͟��Y(ji��)�w���ܶț]���@��Ӱ�(Ҋ�D3(a))�������ܶȞ�0.35 g/cm3���_(d��)��3Y-TZP��Փ�ܶȵ�58%�����Y(ji��)�����ܶȼs��6.0 g/cm3���_(d��)��TD��99%����D3(b)��ʾ����ͬ�Ӻ��Ƃ�����w������(qi��ng)���_(d��)��ע�����w30mpa������(qi��ng)�ȵ�һ�����ϣ��C�����w��(n��i)���Č��gճ�Y(ji��)���Ȟ�0.15 mm�ğ��Y(ji��)�w��(qi��ng)�ȳ��^��Ȟ�0.1 mm��0.2 mm�ğ��Y(ji��)�w��(qi��ng)�ȣ��_(d��)��890MPa���ӽ��ɉ���ע�������_(d��)����ˮƽ���M(j��n)һ����(y��u)��ӡˢ����(sh��)��������ȵp�ټӹ�ȱ�ݣ�������Ƃ���ϵĿɿ��Ԍ��ں��m(x��)�о����M(j��n)�С�
�D4 �ݗU�D�����ڳ��e����������մ����
�D4�鱾�о��_�l(f��)��FDM���Ƃ��һЩ������մ���������ΰ��Ϗ�ӡ�������Y(ji��)���Ŀv�����տs�ʞ�20.5%��ͨ�^�������w�Ď��Π�C��(sh��)��ԓ�������пɿ��ı�������(Ҋ�Db))�������ݗU�D����FDMϵ�y(t��ng)�m���ڴ�ӡ�߹��ຬ����ZrO2�w���ϣ������������մ���Si3N4��Al2O3����������Ҳ���ЏV韵đ�(y��ng)��ǰ�����O(sh��)Ӌ(j��)�ݗUֱ����12mm���L���Ȟ�17:1���o���Ȟ�2.34���䏊(qi��ng)�����Գ��ܔD���^���Юa(ch��n)���ļ��Б�(y��ng)����ͨ�^����ӡ�ضȡ��ݗU�ٶȺ͇���ߴ�ıO(ji��n)�y����(y��u)���˫@�÷�(w��n)�������_�ɿصĔD�������ͳ�ֵČ��g�Y(ji��)�ϵľ���M���ļӹ����ڡ���������w�͟��Y(ji��)��������w���ܶȷքe�_(d��)����Փ�ܶȵ�58%��99%���ӽ��ɉ���ע����������_(d��)����ˮƽ���(y��n)�C�˻����ݗU�D����FDMϵ�y(t��ng)�m���ڏ�(f��)�s���Π��մ�����Ĵ�ӡ���ߴ羫�ȿɿء�
(؟(z��)�ξ���admin)

��һƪ�������״��_ʼ������3D��ӡ���ղ���
��һƪ���������������Y2550�f��Ԫ�аl(f��)≺Ͻ���������l(f��)�әC(j��)�������Լ��ٸ߳����ټ��g(sh��)�о�
��һƪ���������������Y2550�f��Ԫ�аl(f��)≺Ͻ���������l(f��)�әC(j��)�������Լ��ٸ߳����ټ��g(sh��)�о�
���P(gu��n)��(n��i)��
 NASA�cICON(li��n)�����M(j��n)̫��3D
NASA�cICON(li��n)�����M(j��n)̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������
�ڰˌ��t(y��)Ժ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g(sh��)��
Nature�ӿ���3D��ӡ���g(sh��)�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��F(xi��n)AA����
������ͨ���L�Q��F(xi��n)AA����
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
����(n��i)��
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C(j��)������Prim
���]��(n��i)��
 ������܊2860�f��
������܊2860�f�� ����܊����I(y��)��(qi��ng)��(qi��ng)
����܊����I(y��)��(qi��ng)��(qi��ng) �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ����(n��i)��÷¡�о���
����(n��i)��÷¡�о������c(di��n)��(n��i)��
- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W(xu��)����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC(j��)���W(xu��)��(x��)��
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g(sh��)��B
- ��3D��ӡ�M(j��n)���������켼�g(sh��)����� �B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�a(ch��n)Ʒ�ڴ��\(y��n)�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c(di��n)


