���Ȼ�÷¡��W��������������ĸ߷ֱ����۳؟����
�r�g��2023-08-03 12:31 ��Դ���������켼�gǰ�� ���ߣ�admin ��x����
���Ȼ�÷¡��W��B��һ�Nʹ�Æ����ò�ɫ���C���۳ض��M�г���Č����������Y���c�������Ӌ�����w�����W(CFD)
ģ���M�б��^���@�N�����������pɫ�����ԭ����������Ҫ�۳ذl(f��)���ʡ��������ʺ����Cҕ��ϵ���Ľ��֪�R���о��ˆTʹ���������Ҙ˜��c���g�о�����NIST���ĺ��w��Դ���u�z����1600K��2800K�Ĝض�֮�g��C�˲�ɫ���C�ʴ_�y���ضȵ�������

�о��ˆTָ�����M��LPBF��ˇ���J����һ�N������������켼�g��������Ȼ��ه�ڹ�ˇ�����ͽM���OӋ�Ľ���x�M�ܽ����������켼�g�l(f��)չѸ�٣��������о��ˆT�l(f��)�F�Ďׂ����}��Ȼ���ڣ���������톖�}����϶�ʺ��Ѽy���@Щ���}���܌�������o��ʹ�á��@Щ���}�Ƅ��ˬF���^�̱O(ji��n)�y�ͷ�(w��n)���Ὠģ�������Ҫ�о���
�۳ضȜy���������R�eȱ������������ף����̅^(q��)�����s���ʿ������A�y��K���^�Y�����۳؟����wģ�͵��M���Mһ�������ˌ��۳Ȳ����܇����_�ضȜy�����M��ģ����C������Ȼ��������^��ĩ�����ٶȷdz��죨400-3000mm/s�������۳سߴ�С��0.1-1mm�������иߜ��ݶȣ�5 K/�� 20 K/����
���ٿ�Ҋ���V���C����t�� (IR) ���C���̽�y���������ڜy���۳ضȣ��������˽�ԓ�^�̵ğ����W���M��ʹ�ß���x�܉��M�МضȜy�������@Щ����ֵ��Ҫ���O��һ�l(f��)���ʣ����ܕ������^��Ĝض��`�������O(ji��n)�y�����ѽ��Ԍ�ҕ�����@�����������^�̣���Ҳ��Ҫ���_�IJ������P�l(f��)����У�ʡ����͵�LPBF �����ٶȼs��1000mm/s�������߳ߴ�s100��m�����������x�o���ṩ���@�۳�Һλ�ض�˲׃�����������ʡ��ع�r�g�ͷֱ��ʡ�ʹ������Դ�������C��y���۳سߴ磬���]���ṩ�ضȈ���ʹ�ù��̽�y�����ԸМy�۳؟�l(f��)���ƽ�����ȣ�Ȼ�����c����е�ȱ�����P��
����LPBF�۳ضȜy�����pɫ�ߜy��������һ�N����������Ҫ��(y��u)�c�Dz���Ҫ�۳صİl(f��)���ʡ�ʹ���pɫ�t��ߜ�Ӌ������Ԫ����ģ�Ϳ��Թ�Ӌ�ɂ�ͨ���ϰl(f��)���ʵĹ��V׃�����ߜ�Ӌ�Ĺ�߳ߴ��0.95mm���Ķ��@�ÿ��gƽ���۳ضȜy���Y�����pɫ������pɫ�D���D�Q���D�����ѱ��Á����@����ض��c�۳���ƣ�Ҳ���F���ӑB(t��i)�l(f��)���ʡ�
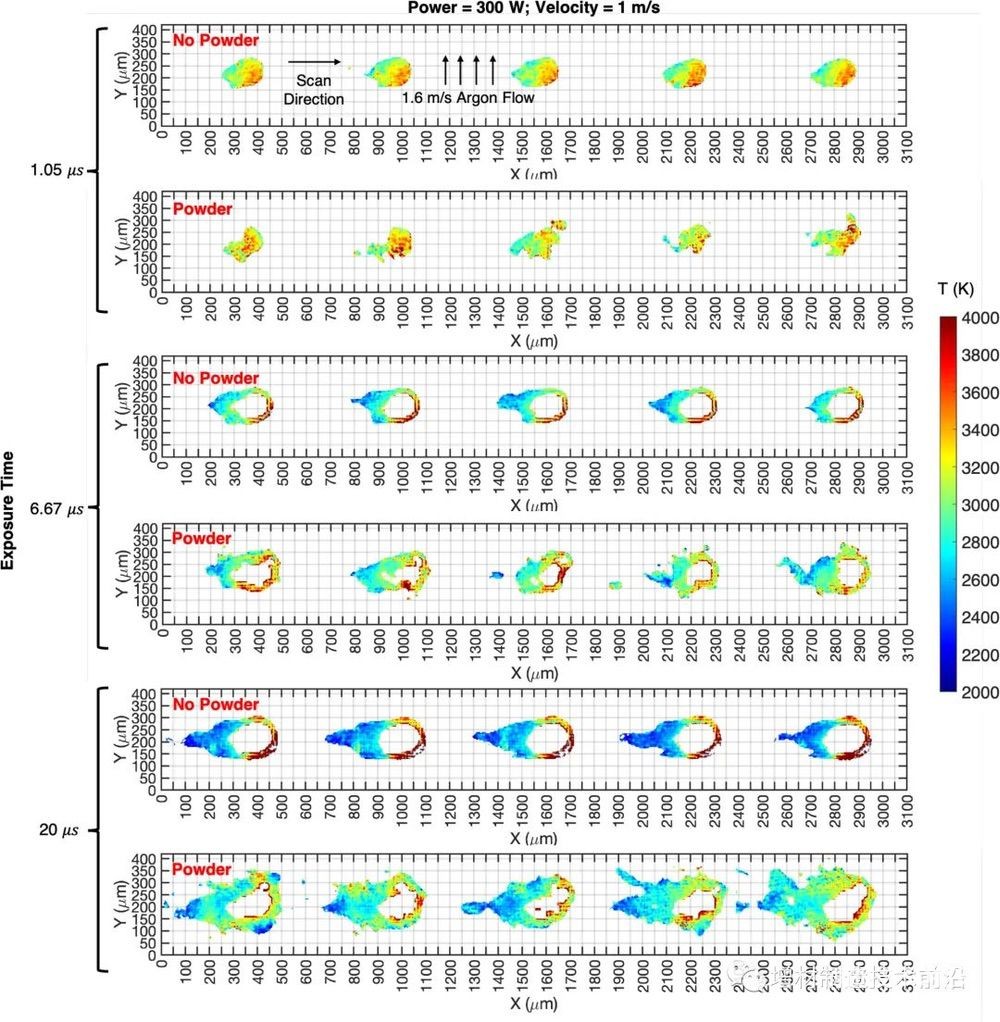
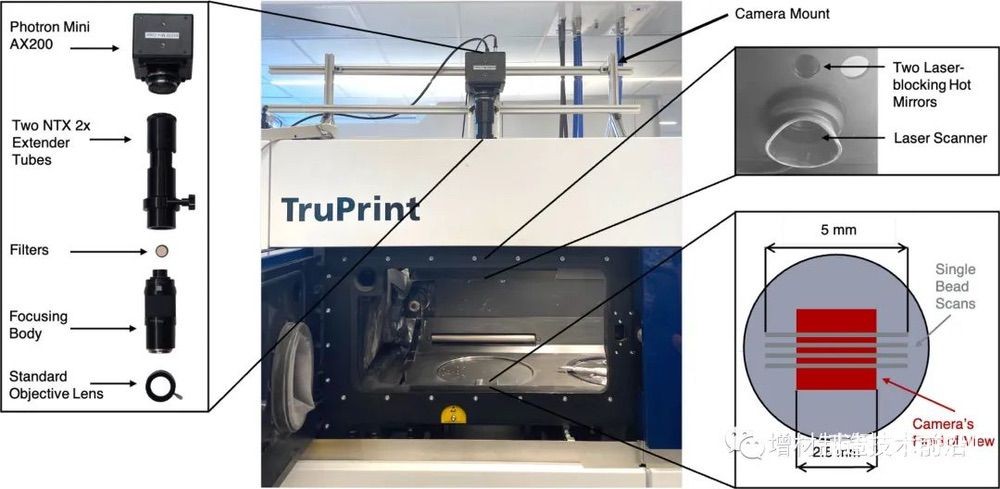
���Ȼ�÷�]��W���о��ˆT�ڴ�Ԕ����B�˻������ø��ٲ�ɫ���C�Ŀ��g�͕r�g�ֱ�ضȜy�����ߵ��_�l(f��)����C��ͨ�^��LPBF��ʹ�ò�ɫ���C�M���pɫ����p�p�˼����·�е�δ���ʆ��}��ͬ�r�����˸߿��g�͕r�g�ֱ��ʡ�ԓ�����p�����c���R�������C���P������(zh��n)������ͨ�^ʹ�þ��Ѓ��ò�ɫ���؞V������е����C�����������ˏV���Ŀ��gУ������Ҫ�����⣬ԓ�O�õı�y�����Sϵ�y(t��ng)�ڙC��֮�g�ƄӲ�ʹ�ú��w�M����C��ǻɢ������
316L���P��ڲ�ͬ�ӹ��l���µ��۳ضȈ��@ʾ��3300K��3700K֮�g�ķ�ֵ���@ȡ�Q�ڼ���ʺͷ�ĩ���ڕr���ӵĿ�׃�ԡ�
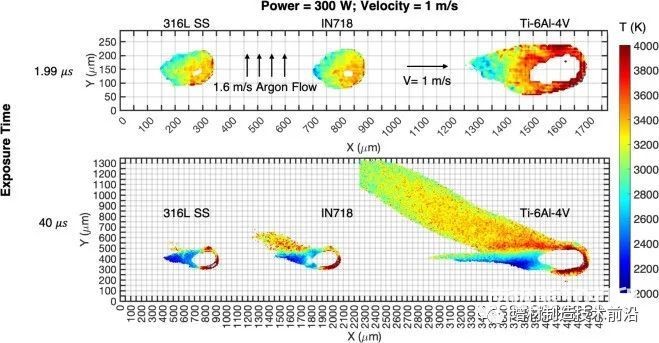
In718��Ti6Al4V�Ĝy���@ʾ���ɱ��^�Ĝضȣ�Ȼ���������X�����l(f��)������������K���e����Ti6Al6V�С�
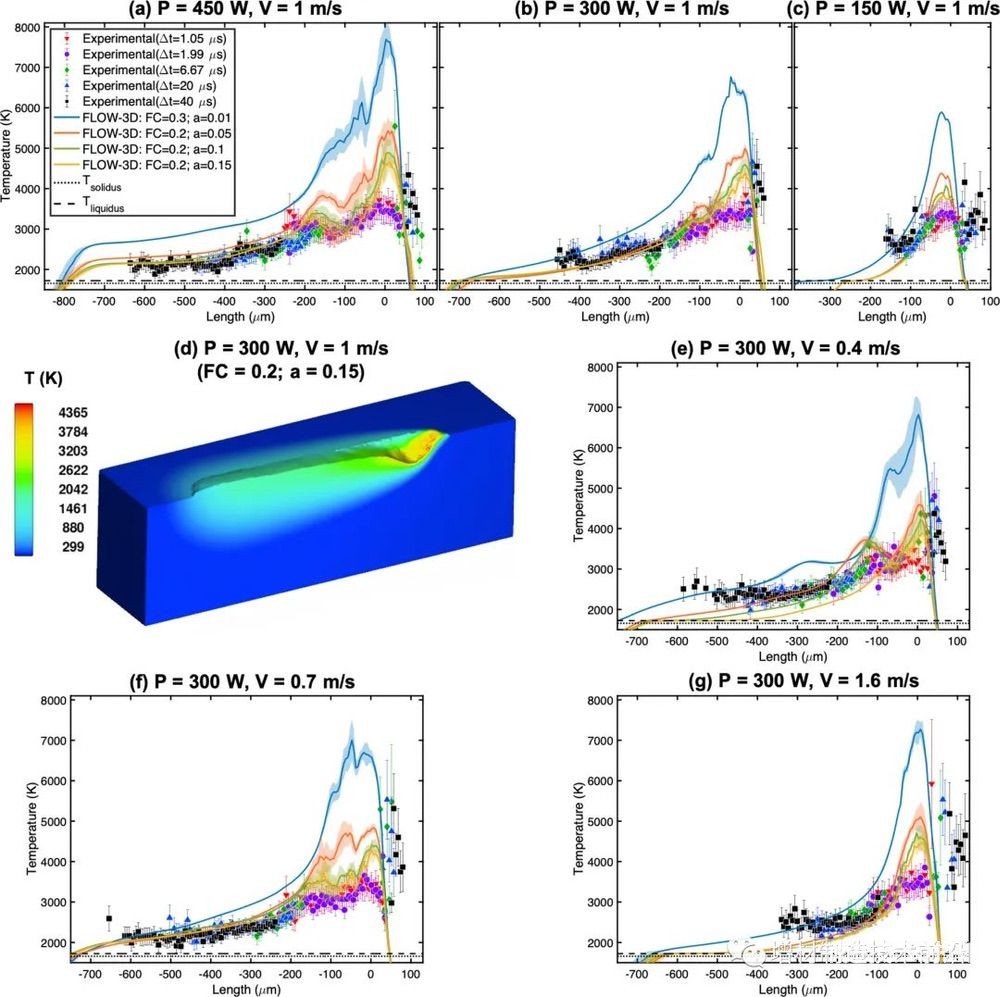
��FLOW-3D®CFDģ�͔M�ϵ�316L���P��۳ؙM������Π��ԭλ�y���У����Դ_��������ϵ�����{��(ji��)ϵ���Ķ�N�M�ϣ��Ķ����F��һ���ԡ�����ֻ�ЃɷN�M���c��D��һ�£����l(f��)�ˌ����������Ɍ����������M���s����ģ����C��һ�N�ֶΡ�
���ā��f���@�N�y�������˷��˂��y(t��ng)�t��y�����g�ľ����ԣ����y(t��ng)�t��y�����gͨ�����ڱ������ԺͿ�Ҋ�����ط���Ć��}�����ƌW�ҷQ��ԓ�����ĸߎ����ʺͷֱ��ʞ���s�^���ṩ���µ�ҕ�ǡ����˾��_�ĜضȜy��֮�⣬ԓ����߀�ṩ������ģ�M3D��ӡ�^�̵�� ����������۳��з�ֵ�ضȵķֲ��������о��������l(f��)����K�������^�Y����ԓ������һ����Ҫ��(y��u)�c���������ڽ�������İl(f��)���ʺ����ʣ��@Щ���υ���������Ҫ���M��Ĵ��r���_����
�о��ˆT�ѽ��܉��������C���gӛ䛜ض�����ȡ����ϣ���ĽY�������������ˌ��䷽���D�Ƶ�����3D��ӡ��ˇ�ľ������Ķ���ߺ��ջ�Cе����������������|����Ч�ʡ�
�о��ˆTָ�����M��LPBF��ˇ���J����һ�N������������켼�g��������Ȼ��ه�ڹ�ˇ�����ͽM���OӋ�Ľ���x�M�ܽ����������켼�g�l(f��)չѸ�٣��������о��ˆT�l(f��)�F�Ďׂ����}��Ȼ���ڣ���������톖�}����϶�ʺ��Ѽy���@Щ���}���܌�������o��ʹ�á��@Щ���}�Ƅ��ˬF���^�̱O(ji��n)�y�ͷ�(w��n)���Ὠģ�������Ҫ�о���
�۳ضȜy���������R�eȱ������������ף����̅^(q��)�����s���ʿ������A�y��K���^�Y�����۳؟����wģ�͵��M���Mһ�������ˌ��۳Ȳ����܇����_�ضȜy�����M��ģ����C������Ȼ��������^��ĩ�����ٶȷdz��죨400-3000mm/s�������۳سߴ�С��0.1-1mm�������иߜ��ݶȣ�5 K/�� 20 K/����
�� ��316L���P䓵Ę��������з�ĩ�͛]�з�ĩ���傀�B�m(x��)�۳ضȈ��M�б��^
���ٿ�Ҋ���V���C����t�� (IR) ���C���̽�y���������ڜy���۳ضȣ��������˽�ԓ�^�̵ğ����W���M��ʹ�ß���x�܉��M�МضȜy�������@Щ����ֵ��Ҫ���O��һ�l(f��)���ʣ����ܕ������^��Ĝض��`�������O(ji��n)�y�����ѽ��Ԍ�ҕ�����@�����������^�̣���Ҳ��Ҫ���_�IJ������P�l(f��)����У�ʡ����͵�LPBF �����ٶȼs��1000mm/s�������߳ߴ�s100��m�����������x�o���ṩ���@�۳�Һλ�ض�˲׃�����������ʡ��ع�r�g�ͷֱ��ʡ�ʹ������Դ�������C��y���۳سߴ磬���]���ṩ�ضȈ���ʹ�ù��̽�y�����ԸМy�۳؟�l(f��)���ƽ�����ȣ�Ȼ�����c����е�ȱ�����P��
����LPBF�۳ضȜy�����pɫ�ߜy��������һ�N����������Ҫ��(y��u)�c�Dz���Ҫ�۳صİl(f��)���ʡ�ʹ���pɫ�t��ߜ�Ӌ������Ԫ����ģ�Ϳ��Թ�Ӌ�ɂ�ͨ���ϰl(f��)���ʵĹ��V׃�����ߜ�Ӌ�Ĺ�߳ߴ��0.95mm���Ķ��@�ÿ��gƽ���۳ضȜy���Y�����pɫ������pɫ�D���D�Q���D�����ѱ��Á����@����ض��c�۳���ƣ�Ҳ���F���ӑB(t��i)�l(f��)���ʡ�
���Ȼ�÷�]��W���о��ˆT�ڴ�Ԕ����B�˻������ø��ٲ�ɫ���C�Ŀ��g�͕r�g�ֱ�ضȜy�����ߵ��_�l(f��)����C��ͨ�^��LPBF��ʹ�ò�ɫ���C�M���pɫ����p�p�˼����·�е�δ���ʆ��}��ͬ�r�����˸߿��g�͕r�g�ֱ��ʡ�ԓ�����p�����c���R�������C���P������(zh��n)������ͨ�^ʹ�þ��Ѓ��ò�ɫ���؞V������е����C�����������ˏV���Ŀ��gУ������Ҫ�����⣬ԓ�O�õı�y�����Sϵ�y(t��ng)�ڙC��֮�g�ƄӲ�ʹ�ú��w�M����C��ǻɢ������
�� ������ʾ�@헼��g�������ü����ĩ������3D��ӡ�C�ϣ�ʹ��һ�_�x�S���ٲ�ɫ���C����ÿ��22500�����ٶ��Ĕz��������2.8��2.8mm�ą^(q��)��
316L���P��ڲ�ͬ�ӹ��l���µ��۳ضȈ��@ʾ��3300K��3700K֮�g�ķ�ֵ���@ȡ�Q�ڼ���ʺͷ�ĩ���ڕr���ӵĿ�׃�ԡ�
�� 316L ���P䓵��۳ز�
In718��Ti6Al4V�Ĝy���@ʾ���ɱ��^�Ĝضȣ�Ȼ���������X�����l(f��)������������K���e����Ti6Al6V�С�
�� 316L ���P䓡�In718 �� Ti-6Al-4V ���۳ضȈ����^
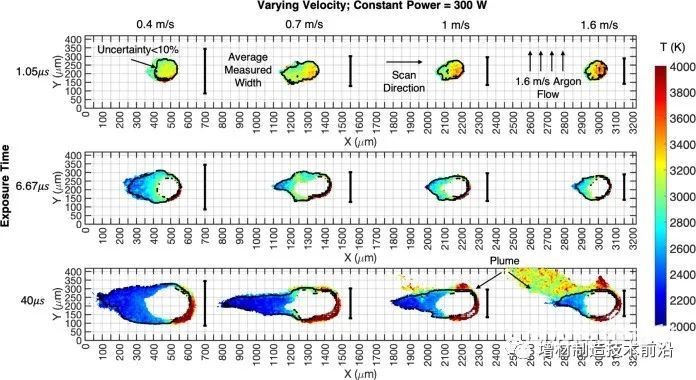
�� ���ʺ��ٶȽM�ϵČ���ģ�M�Y��
��FLOW-3D®CFDģ�͔M�ϵ�316L���P��۳ؙM������Π��ԭλ�y���У����Դ_��������ϵ�����{��(ji��)ϵ���Ķ�N�M�ϣ��Ķ����F��һ���ԡ�����ֻ�ЃɷN�M���c��D��һ�£����l(f��)�ˌ����������Ɍ����������M���s����ģ����C��һ�N�ֶΡ�
���ā��f���@�N�y�������˷��˂��y(t��ng)�t��y�����g�ľ����ԣ����y(t��ng)�t��y�����gͨ�����ڱ������ԺͿ�Ҋ�����ط���Ć��}�����ƌW�ҷQ��ԓ�����ĸߎ����ʺͷֱ��ʞ���s�^���ṩ���µ�ҕ�ǡ����˾��_�ĜضȜy��֮�⣬ԓ����߀�ṩ������ģ�M3D��ӡ�^�̵�� ����������۳��з�ֵ�ضȵķֲ��������о��������l(f��)����K�������^�Y����ԓ������һ����Ҫ��(y��u)�c���������ڽ�������İl(f��)���ʺ����ʣ��@Щ���υ���������Ҫ���M��Ĵ��r���_����
�о��ˆT�ѽ��܉��������C���gӛ䛜ض�����ȡ����ϣ���ĽY�������������ˌ��䷽���D�Ƶ�����3D��ӡ��ˇ�ľ������Ķ���ߺ��ջ�Cе����������������|����Ч�ʡ�
(؟�ξ���admin)

��һƪ��Rayvatekͨ�^SLM Solutions����3D��ӡ���g�ں��ղ����I��ȡ��ͻ��
��һƪ������3D��ӡ���Ҍ���Stratasys�ĺϲ��ֺηN������
��һƪ������3D��ӡ���Ҍ���Stratasys�ĺϲ��ֺηN������
���P����
 NASA�cICON�����M̫��3D
NASA�cICON�����M̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������
�ڰˌ��t(y��)Ժ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g��
Nature�ӿ���3D��ӡ���g�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��FAA����
������ͨ���L�Q��FAA����
- ��NASA�cICON�����M̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��FAA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q��
������
- ��NASA�cICON�����M̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��FAA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C������Prim
���]����
 ������܊2860�f��
������܊2860�f�� ����܊����I(y��)����
����܊����I(y��)���� �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ����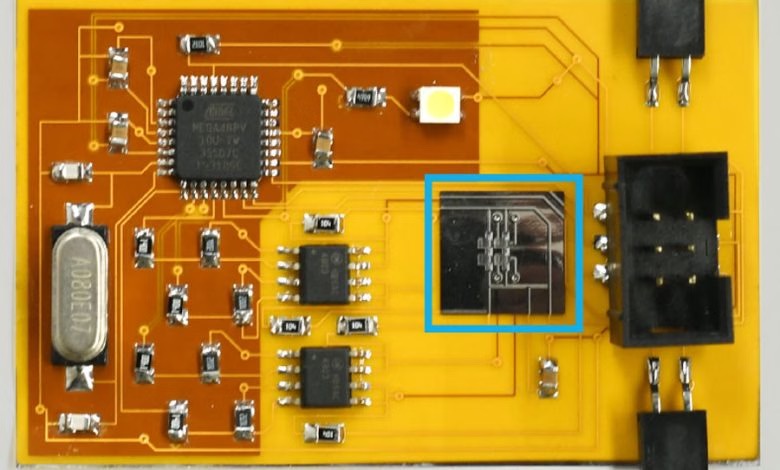 ���Ȼ�÷¡�о���
���Ȼ�÷¡�о������c����
- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC���W����
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g��B
- ��3D��ӡ�M���������켼�g����� �B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�aƷ�ڴ��\�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c


