��ͬ��ŽǶ������ڳ��e����PEEK�ı����������^�Y�������W����
2022��2��28�գ�����ˎ�O���������İl���������������ֲͪ����ע�Ԍ���ָ��ԭ�t��ͨ�棨2022���3̖�������Mһ��Ҏ���������������ֲͪ����Ĺ���������ˎ�O���������ĽM���ƶ��ˡ��������������ֲͪ����ע�Ԍ���ָ��ԭ�t�����@��ζ��3D��ӡ-�������������ֲͪ�����M�뵽�ˮa�I����ص��A�Ρ�
�����е��������췽���У����ڳ��e���ͣ�FDM������õġ��ͳɱ��ğ����Բ���3D��ӡ���g����һֱ�Ǽӹ�PEEK�������������[9,10]��Ȼ��������PEEK���ۻ��ضȸߡ��ۻ���Û�ʴ��e�����^�Y���Ķѷe�F���ڳɹ����FFDM��ӡPEEK������Ȼ����һЩ����[11]��Ŀǰ����ӡ�����������Ժ����W���ܵ�Ӱ�Խ��Խ�����˂����dȤ���������о��ԔU��FDM��ӡPEEK�������t�W���÷�����
����Ƽ���W����о��Fꠌ���ͬ��ŽǶ������ڳ��e���;�����ͪ��PEEK���ı����������^�Y�������W�����M�����о����@��о��ĽY�����Ԟ�PEEK FDM 3D��ӡ�ṩ������ʹ���@һ���g�ڹǿ�ֲ����ȑ����е��Ԍ��F�����ڹ�.���ڌ������@һ�о��ɹ���
 Polymers 2022, 14(1), 77; https://doi.org/10.3390/polym14010077
Polymers 2022, 14(1), 77; https://doi.org/10.3390/polym14010077
![]() �����
�����
������ͪ��PEEK����һ�N���ڵ�������ϣ����������õ����������Ժ̓����ęCе���ܣ�����ȡ�����y�Ľ��ٻ��մɲ������������t�W�I��[1-5]���c���y��ע�ܳ��ͺ͔D�����g��ȣ��������죨AM�����OӋ�����춨�Ƶď��s���ܲ�����������S�����ݣ��`���Ը��������ɱ�����[6-8]��
�����е�AM���췽���У����ڳ��e���ͣ�FDM������õġ��ͳɱ��ğ����Բ���3D��ӡ���g����һֱ�Ǽӹ�PEEK�������������[9,10]��Ȼ��������PEEK���ۻ��ضȸߡ��ۻ���Û�ʴ��e�����^�Y���Ķѷe�F���ڳɹ����FFDM��ӡPEEK������Ȼ����һЩ����[11]��Ŀǰ����ӡ�����������Ժ����W���ܵ�Ӱ�Խ��Խ�����˂����dȤ���������о��ԔU��FDM��ӡPEEK�������t�W���÷����������о���3D��ӡ�C�ϼӹ�PEEK�ğ�����ģ�ͣ�Valentan�����_�l��һ�N�µ�FDM�C�������aPEEK�t��ֲ��������Ƴ�Ʒ����Ҫ���W�����M�����о����Y���@ʾ��FDM-PEEK��Ʒ�ď��ȼs�����PEEK���쏊�ȵ�һ��[12]��
Vaezi���˱�ʾ�����˴_�����õČ��gճ�ϲ�����ȵp���N���ͷӣ���Ҫ�м����Ɵ�l������D���ضȺͭh���ضȣ�[13]�����ڜضȲ��ӕ�ֱ��Ӱ푌��g�Y�ϣ�Kumar�����о������ڌ������^���й�ˇ������ǻ�w�ضȡ����Ӝضȡ��ݗU�ٶȡ����e�ٶȡ�����֮�g���g��ʹ��棩�����g�Y�ϡ��Ӻ�͌��ȵ�Ӱ�[14]��
�ǵ��˵��о�������ǻ�w�ضȌ�FDM-PEEK��Ʒ���N��׃�ε�Ӱ푱ȇ���ضȵ�Ӱ푸���FDM-PEEK��Ʒ���N��׃���S��ǻ�w�ضȵ����߶��pС�����S������ضȵ����߄t�В��タ������څ��[15]�����⣬��������ͬ�µ��о�������FDM��ӡ�^���МضȈ��ľ����Ԍ��ڴ_��PEEK�ĸߙCе�������P��Ҫ[16]������ʹ�ß���������O�ؔD���ضȡ�ͨ�^����Ԫ�������������о���FDM�����^����PEEK���ۻ��l����������[17]��
���h�ӟ�ضȞ�440��C����ӡ�ٶȞ�20 mm/s����ӡ�Ӻ�Ȟ�0.1 mm�ą������Ԝp�كȲ�ȱ�ݣ���߽Y�Ϗ��Ⱥͱ���❍�ȡ�������о���FDM��ˇ�и��N��ӹ��l�����h���ضȡ�����ضȺ͟�̎���������c��PEEK���ϵĽY���Ⱥ͙Cе���ܣ����쏊�ȡ�����ģ���͔��������ʣ�֮�g���Pϵ[18]��
����������ӡ�����⣬PEEK�aƷ�ęCе����߀�ܵ�����ʡ����������ŽǶȵ��@��Ӱ�[19-21]��
�@CT�����C������100%��������£��oՓ���õĘ���������Σ���Ȼ����һЩ�Ȳ���϶[20]���ͺ��^�Cе���ܶ��ԣ���ӡ����ͼ��d�����һ���Ժ���Ҫ[21]���ǵ����о��ˌӺ�200��300��400 µm����ŽǶȣ�0�㡢30�� ��45�㣩��FDM��ӡ��PEEK�ęCе���ܣ����졢���s�͏������ȣ���Ӱ�[22]��
�Y������PEEK����љCе�������ڲ���300µm�Čӷe��Ⱥ�0��/90��Ĺ�ŽǶȕr�������@��о��H�Pע���쏊�Ⱥ͏������ȣ��������u��PEEK�ľC�����ܡ������@Щ�о����O��ش��M�˴�ӡ������FDM��ӡPEEK���OӋ�����ƺ͌��F��Ӱ푺����⡣
���˙Cе�����⣬FDM��ӡ��PEEK������������Ҳ�ڲ�ͬ���w�⼚�����B����еõ����о�[23,24]��
�ڳɹǼ���ϵ�б�¶5����^�쵽����ճ�������x���Ժ���ֳ�@������[23]�����⣬�w��ʾ����FDM-PEEK�����^����δ�l�F�κμ������Ԯa��[24]���@Щ�����о��Y��������FDM-PEEK�ڹǿ��I��đ��ã��������M���L�ڵĄ���ԇ��PEEK������ֲ����r���m���ı���������ͱ���Cе���������P��Ҫ�ġ����磬����ֲڶȺ͝������c���������͵����|�����������P���M��Ӱ������M�������w����[25]�����⣬���Ӳ���Ǻ�����ĥ�Ե�һ���P�Iָ�ˣ����g�ӛQ�����˹��P����ʹ�É���[26]��Ȼ�����P��FDM��ӡ��PEEK�ı�����������Ϣ���١�
�����о���Ҫ�������о�FDM��ˇ�������h���ضȡ�����ضȡ���ӡ�ٶȡ���ӡ�Ӻ�ȵȣ���PEEK��ӡ���Cе���ܵ�Ӱ푡�Ȼ����Ŀǰ��PEEK�����ęCе���ܡ��^�Y���ͱ����|�����о�߀���������c���롣�e��ȱ����FDM-PEEK�ļ��Џ��Ⱥͱ����������о�����������ʧЧ�C�ƵĽ�BҲ��Ԕ�������о���ϵ�y���u����FDM-PEEK�ęCе���ܣ����졢�����ͼ��У��ͱ���ӌ��ԣ����ԡ�Ӳ�Ⱥʹֲڶȣ����M����һϵ�еęCе�yԇ���S���M���˱�Ҫ�IJ��ϙz�y�ͱ���ӱ��������о�FDM��ˇ��PEEK���^�Y����ʧЧ�C�Ƶ�Ӱ푡����⣬߀�о��˹�ŽǶȌ�PEEK�aƷ�����w�Cе���Ⱥͱ���ӌ��Եĝ���Ӱ푡�
![]() ����c
����c
���������ṩ��һ�N�·f�������ķ������Ƃ���н���ƥ����Π�Ͷ��ƙCе���ܵ��t���aƷ�����@��о��У�ϵ�y���о������ڳ��e���� (FDM) �Ƃ�ľ�����ͪ (PEEK) �ı����������^�Y���͙Cе���ܡ���FDM�^���У�PEEK ���ϵľ����͟���Ա��ֲ�׃���������ͨ��׃�ø����Hˮ������Ӳ�����@���͡���Žnj��Cе���������@��Ӱ푣�����ʧЧ�C�ƛ]��Ӱ푡��ڌ��`�У�FDM �����PEEK ������һ���Ӊ��壬������һ�������ĽY��������ҪʧЧ�C���c�Ȳ���϶���P���Y���@ʾ��ˮƽ��䷽����30��Ÿ����ϣ���@�ø��õľC�ϙCе���ܣ����������졢�����ͼ��Џ��ȷքe�飨76.5��1.4��MPa����149.7��3.0��MPa�ͣ�55.5��1.8��MPa���@��о��ĽY����FDM-PEEK�ṩ��ָ����ᘣ�ʹ���܉��ڹǿ�ֲ����ȑ����Ќ��F��
![]() Փ�ĺ���
Փ�ĺ���
1. �����c����
�yԇ��Ʒ��P220 FDM3D��ӡ��ӡ�C��Apium AdditiveTechnologies GmbH, Karlsruhe, Germany�����죬ʹ��ֱ����1.75 mm��PEEK�L�z��Apium® PEEK 450 Natural������ӡ�C�Ĵ�ӡ���Ȟ�0.05 mm����Ʒ�Ď��Π��Ǹ������������ĸ�헜yԇ�������˜ʣ�����yԇ��Ʒ��ISO527-2��2012���������yԇ��Ʒ��ISO178��2010�������Мyԇ��Ʒ��ASTM-D5379M��2012�����A�P��Ʒ�˜��ǻ���Ħ��ĥ�pԇ�C�ĊA�ߣ���XYƽ���������ģ���D1��ʾ���ڱ��о��У���ע��PEEK�Ĕ������酢�գ��u��FDM-PEEK��Ʒ�ęCе���ܡ����о���FDM-PEEKԇ�������õļӹ��l���ͅ���Ҋ��1.
 �D1. �����Ʒ��������Ʒ�����И�Ʒ�͈A�P������Ʒ���Π�ͳߴ硣
�D1. �����Ʒ��������Ʒ�����И�Ʒ�͈A�P������Ʒ���Π�ͳߴ硣
�� 1. �������ṩ�� FDM �ӹ�������

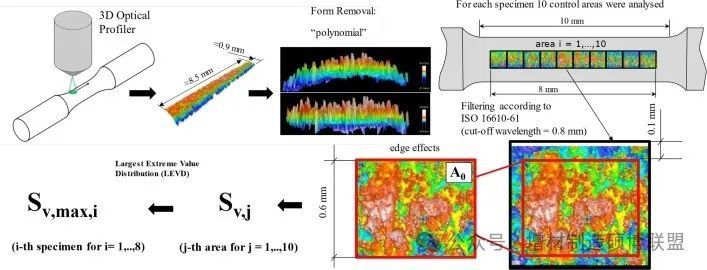
�D2�o�����Ă���ͬ��ŽǶȣ�PEEK-XY-0�㡢PEEK-XY-90�㡢PEEK-XY-30���PEEK-XY-45�㣩������ԇ�ӵ�FMD��ӡ·�������ИӼ�������ˮƽ�����ӡ��x-yƽ�棩�����Ș����⚤����݆�����S����ò�ͬ�Ÿ�Ƕ��M��100%��䡣FDM��ӡ�Ĝyԇ��Ʒ����K�ߴ羫�ȼs��0.1mm��ÿ����ŽǶȜʂ��傀ԇ�ӣ������yԇ��ͬ�����M�б���z��֮ǰ���P��Ӽ������sˮ�Л_ϴ�ɴΣ����ڱ������г���ϴ20��犡�����ñ�ͪ���ã������ڟo�m��������Ȼ����[27]�����@��о��У����Æ����ط�������c�Ɍ����ر��^�팦�ȽY�������еĽyӋ������ʹ��Sigma-plot Version 11.0 (Systat Software Inc., Palo Alto,CA, USA)�M�У��@����ˮƽ�O����P < 0.05����ʹ���`��l����˜�ƫ����⣬�x����ע�ܳ��͵�PEEK450G�������錦�ȅ��ա�
 �D2. �����Ʒ��ͬ��ŽǶȵĴ�ӡ·��ʾ��D��
�D2. �����Ʒ��ͬ��ŽǶȵĴ�ӡ·��ʾ��D��
2.1.��������
2.1.1.�^�Y���͟�����
�M���^�Y��������Ŀ�����о�FDM���칤ˇ��PEEK�ۺ����w�����Y����Ӱ푡�ʹ����D/max 2200PC XRD �x����Rigaku Corporation��Tokyo��Japan����ݗ��Դ��1.524 Å��CuK��������늉�������քe��40 kV��40 mA�����跶����5-50◦�����L��0.02◦��
FDM��ӡ��PEEK����ğ������ɲ�ʾ��������x��DSC-1��Mettler Toledo��Columbus, OH���y�����x�� 50��C min-1 �Ē��������Ǟ��˱M���p�ٷ����ؽM���ؽY���F���Ӱ�[28]���δμӟ����@�õğ�D���ڴ_��PEEK 450G �� FDM ����� PEEK �ğ���ԡ�
���Y���@ʾ�� PEEK �ķ���朳ʬF��X�ο��g�Y�����侧�w�������������Y��[35]��
�ĈD3���Կ�����FDM��ӡ��PEEK����������D���cע����͵�PEEK����PEEK 450G�����ơ���2�ȣ�19�㡢21�㡢23���29�����ң��^�쵽���@������壬�����քe������110��111��200��211ƽ�档���⣬�ĵ�һ�μӟ����õ��ğ�D����֪PEEK 450G��FDM��ӡ��PEEK�����Ƶġ���D4��ʾ��ʼ�K�H�ܿ�����һ���ۻ�����壨�ӽ�340�棩���]���^�쵽�ٽY���ş�塣����PEEK450G���f�����@�õ�DSC�Y���c�īI�еĽYՓ[35,36]�^��һ�¡�����XDR��DSC���������Եó��YՓ��PEEK���ϵ��^�Y���͟������FDM�����^���Л]�б���׃��
 �D3. PEEK 450G��FDM��ӡ��PEEK������XRD����D��
�D3. PEEK 450G��FDM��ӡ��PEEK������XRD����D��
 �D 4. PEEK 450G �� FDM ��ӡ�� PEEK ������ DSC ������D��
�D 4. PEEK 450G �� FDM ��ӡ�� PEEK ������ DSC ������D��
2.1.2.�Y����
��DSC�ռ����ğ�D��������ʽ��1������200��400◦C֮�g�ķ���e��Ӌ���w�e�Y���ȡ�
![]()
���� Xc �� PEEK �ĽY���ȣ���Hf ���ۻ��ᣬ�� ��Hc �� 100% �Y�� PEEK (130 J/g)[29] ����Փ�ۻ��ᡣ
Ȼ��ʹ�ßo�p�������V��DXR��������˹�����������d��늿ƌW��˾���g�Ӝy��FDM�����PEEK�ı���ӽY���ȡ����ú���532 nm����Դ��һ��900 line��mm-1ȫϢ��š���ʮ���z���c����ֲ��������˱��ϡ�C-O-C ���F (1146 cm-1)�ͱ��ӭh (1598 cm-1) ֮�g�ķ及�ȱ������z�yָʾ [30]��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����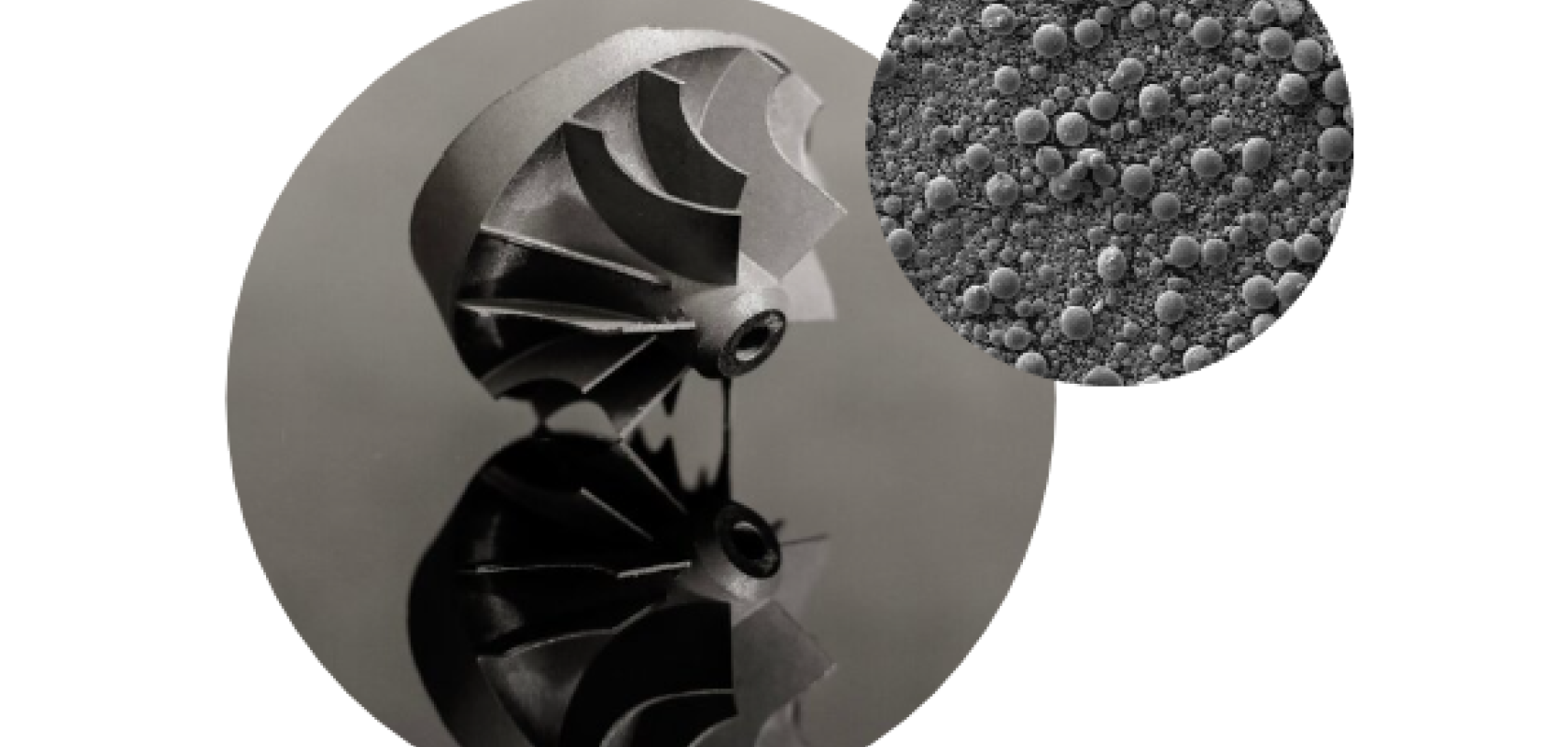 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


