���s����������������������ģ�M��׃����​
���ټ����ĩ���ۻ����g(PBF-LB)�����ø����������������ٷ�ĩ�M���x�����ۻ�����K�ѯB�����Π���s�Ŀ��ٳ������ļ��g��PBF-LB�ǡ����¶��ϣ����ӯB�ӡ������ԝM�㺽�պ����I���ڏ��s�����Ҫ���ѽ��ɞ�һ�N�߶�����Ą��¼��g��
���ڳ����^���У����ٷ�ĩ�ܼ���ݗ�ն��ۻ��γ����۳أ��۳ؿ������̣���������Ȳ��ᑪ���o�����rጷţ��a���������к�׃�ε�ȱ�ݡ���ν�Q3D��ӡ-���������^���еđ������к�׃�ε�ȱ�ݣ��ɞ��ИI�^���Pע��ʹ�c��ԓ�I������Ҫ���O��S�̡����պ���ȑ��Æ�λ��ͨ�^Simufact Additiveܛ������QPBF-LB �����^���еăȑ�����׃�εȆ��}��ͨ�^�A���M�з��惞�����ɴ���Ȝp��ԇ�e�Δ������3D��ӡ�|����Ч�ʡ�
![]() Simufact Additive �����������
Simufact Additive �����������
����˹��Simufact Additive �����������ܛ����Ҫ���ܷ�䁷��������칤ˇ���桢䁷��������칤ˇȱ�ݷ������桢����ճ�Y���������ˇ���桢�C�ӷ���������㷨�Ϻ��w�˹��Б�׃����W������������Ϸ��������������^�̺�У�˹��ܷ�����ᘌ�䁷��������칤ˇ��ܛ���Ɍ��F�����^�̷�������̎��������o�������֧���Ƴ��ȹ�ˇ�^��ȫ���̷��������ͨ�^Simufact Additive�����������^�̷��������Ҫ����3D��ӡ׃�Ρ��_�ѡ����ε��A�y���տs������������׃����׃�ȣ�����ܛ������׃���a���ԄӃ������܉�����ĽY������STEP�ȸ�ʽ����K�����ÑFһ�δ�ӡ�ɹ���
 Simufact Additive ���ڽY����ӡ׃�η���
Simufact Additive ���ڽY����ӡ׃�η���
![]() ���s���摪��ģ�M��׃����
���s���摪��ģ�M��׃����
��ԇ��ԏ��s���溽�������ģ�ͣ�������w��Ȟ�1mm�����Ϟ�AlSi10Mg�����g�ߴ��188.90mm*161.40mm*158.18mm�����y��Ӌ��l�Fģ����������_����35�㣬����ģ��������s�O����PBF-LB�����Юa���ȑ������M���l��׃�κ��_����K����ʧЧ����ԇ����Simufact Additive���Б�׃�㷨������ģ���M��׃���a���ԄӃ�������K�@�����ˇ������
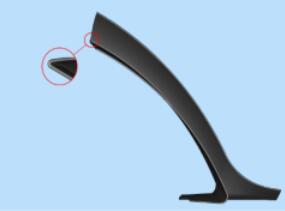 ���s���溽��������Sҕ�D
���s���溽��������Sҕ�D
![]() �[�ŷ����OӋ
�[�ŷ����OӋ
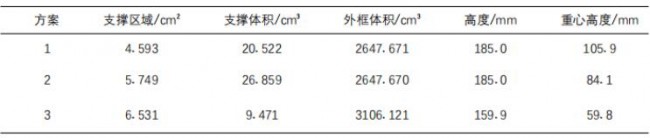
ģ���w�e��40.382cm3������e��816.530cm2��������Ƭ������16248���������^���в�ȡ��ͬ��ȡ���λ�ã��������đ����ֲ���׃��Ҳ�Dz�ͬ�ġ�һ����r������܉��ڶ����[�ŷ�������ɼӹ����[�ŷ�����x���܉�Ӱ�֧�΅^��ֲ���֧�δ�С������څ�ݺ�׃�Ρ��C�Ͽ��]֧�Ώ��ȡ�֧���c���μ�������ú�֧�ε���ȥ���ԣ��O����������R��Ǟ�45�㣬�����о��[�ŷ�ʽ�c֧���w�e�������ֲ���׃�ε�Ӱ푣��Զ����R���45�������OӋ�����N����[�ŷ�������D��ʾ�����N�[�ŷ�����֧��ģ��ȡ��֧�΅^��ֲ���֧���w�e��С�ȷ��涼������ͬ�����N�[�ŷ����Ĕ[�Ņ���Ҋ��1��
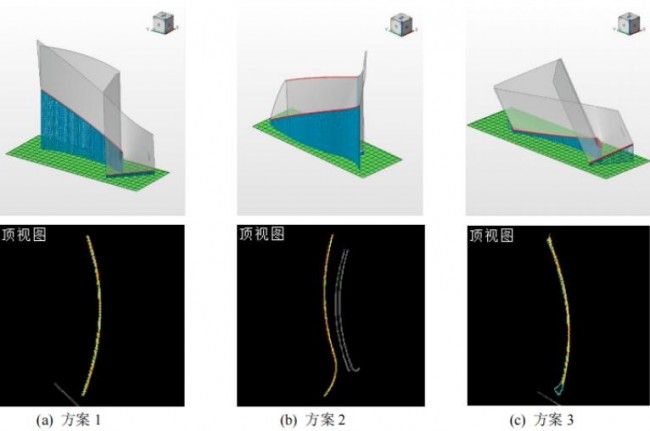 ���N�[�ŷ�������֧�ηֲ�
���N�[�ŷ�������֧�ηֲ�
�ĈD����ֱ�^��������1��֧����e���٣�����2��֧���w�e������^�ڷ���2������1��֧���w�e�p�٣�֧��λ������ȥ������������w���ĸ߶��^�ߣ��A�y���߅�������F�^��đ���׃�Ρ�����2������������w�����ĸ߶ȣ���������֧����e�����_���p�ّ���׃�ε�����֧�����֧࣬���w�e�������˴�ӡЧ�ʣ���λ������Ȃȵ�֧���^�yȥ��������3��ȡ�����ٵ�֧���w�e�����ĸ߶���ͣ���ӡЧ���c�ɱ��O��p�٣��������̎�Ҵ��Ƕ��^С���A�y���δ֧�΅^����Ҫ��֧�νǶ��^С��߅�����֣���׃����������
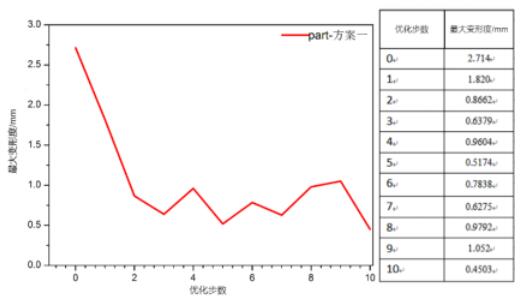
��1 ���������Ĕ[�Ņ���
![]() Simufact Additive �������샞������
Simufact Additive �������샞������
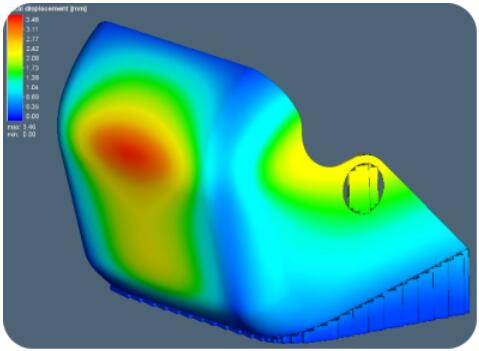
����1������������Ĵ�С������200-250MPa����Ч�����ֲ�С��300-330MPa֮�g��̎�ĵ�Ч��������_����328.714MPa������@Щ���������c�кܴ���_�Ѻ�ʧЧ�L�U������ƫ���Π�ȈD������׃��������_����2.89mm��
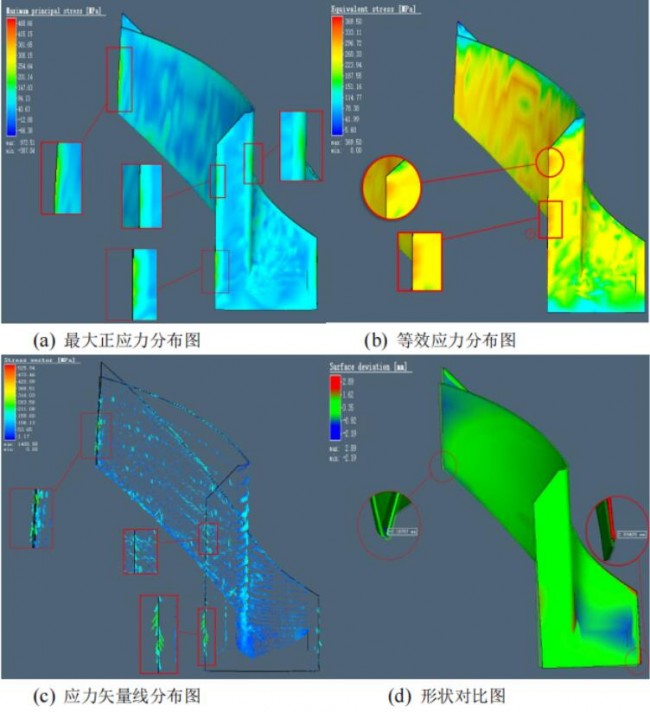 ����1ģ�M�Y���D
����1ģ�M�Y���D
����2���F�����ؓ��׃��λ�õij��F������ԓ̎��֧�εĚ����������µ�׃�Σ��鿴֧���Ƴ�ǰԓ̎�đ����ֲ����l�F�Ƴ�ǰԓ֧̎�ε�����Ч�����_����361.571MPa�������܇�֧��120-160MPa������2���������׃�������^�ڷ���1���p����0.79mm�����ȷ���2�ͷ���1������������ֲ��D�͵�Ч��������������̎��������̎����ͬ��λ�ã��@����鷽��1�ͷ���2�����ԓ���ֶ��]��֧�ηֲ����������Ȳ������ֲ����ࣨ15-25MPa����������2���F��һ���µđ������Ѕ^��Ҋ�D(a)��̎��
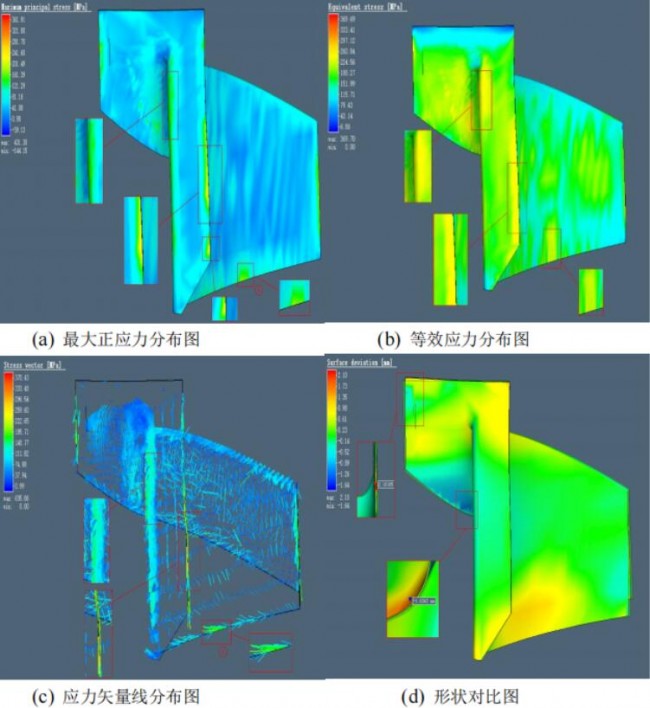 ����2ģ�M�Y���D
����2ģ�M�Y���D
����3ģ�M�Y��������������ֲ��У��������@�^�쵽�����������С��258MPa���ҵđ������Ѕ^�o֧�Ό��µ�ɢ���������ɚ��������^�����Ҫԭ���Π�ȈD�аl�F���ښ�����������ʹ����������еą^��l���ˇ�����׃����׃������_����9.89mm��
 ����3ģ�M�Y��
����3ģ�M�Y��
��������������ģ�M�Y��������2���^�ڷ���1���F���µđ������Ѕ^��С����_����180.103MPa��3����ؓ�����׃��λ�õ������^�����ں�̎��������Ҫ����֧��λ��̎������Ȃȣ������ڌ��H���a��֧�ε��Ƴ��ͺ��ڼӹ�������3�đ������Ѕ^��ֲ����s���������Ѕ^���^�࣬���װl�����Ѻ�ʧЧ������׃��̎׃���^�����׃�����_����9.89mm�����ڇ���׃�Ρ�
�����ڴ��x����1�M��׃���a���ԄӃ���������Simufact Additive���O�Ã���Ŀ��0.5mm���@��ܛ���Ԅӵ��� �����^10�ε��������׃�ν�����0.4503mm��׃�ν�����83.4%��
 ʧ����������Y���D
ʧ����������Y���D
�������Y��Ҳ�c����ǰ���M�Ќ��ȣ����D��ʾ������������Ѕ^��đ�����С�����^215MPa����ȃ���ǰ������14%����Ч��������^270MPa����ڃ���ǰ������15.8%�������˔��Ѻ�ʧЧ�L�U��
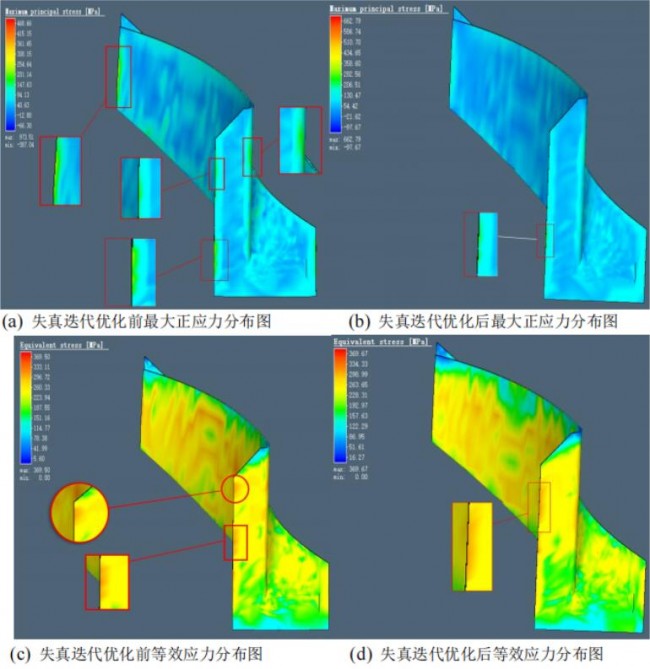 ����1����������ģ�M�Y�����ȈD
����1����������ģ�M�Y�����ȈD
![]() С�Y
С�Y
����ᘌ����s��������OӋ��3�N��ͬ�[�ż�֧�δ�ӡ���η���������Simufact Additive���Б�׃����Ԫ�����������A�y����څ�ݺ�׃�ηֲ�����������M��ʧ��׃���M�е������������ȃ���ǰ��Y���l�F������������½�14%����Ч�����½�15.8%�����׃�Ώ�2.714mm������0.4503mm��׃�ν�����83.4%���о��Y���ɞ�PBF-LB ��ˇ�����OӋ�̓����ṩ����������ԇ�e�Δ���
l �����īI������,���,���е�.���ڹ��Б�׃��PBF-LB���s���摪��ģ�M��ʧ���������[J].���������W�W��(��Ȼ�ƌW��),2023,39(03):15-22+68.
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


