��̻�3D��ӡ�u݆�l�әC�����~Ƭ�մ���о������Ҫ���c�Ƃ��y�c(2)
�������ͨ�^�{�όӂ����r���l��˥�p��ʣ���˥�p����Mһ�����õ���ǰ�Ĺ̻����ϡ����⣬�����l�������Մ��ĝ�Ȍ��մɝ{�ϵĹ̻���Ⱥ̻����Ⱦ����^���Ӱ푡��̻���Ⱥ̻����ȶ��c���l�������Մ���Ⱦ��а댦���Pϵ�����й̻���ȵ�׃����Ҫ���ǹ�˥�p�Q���ġ���ͬ���ϵĹ�˥�p�����^�ʣ������ա�ɢ��������Ӱ푣��@��ζ�����������ď��ȵ������յ�����⡢ɢ�������⡢����������ʹ�ֱͨ�^�������֮�ͣ��������⾀���l�Ĺ�ۺϷ����Ƿşᷴ�������̻��^���Мضȵ�׃������һ���̶����Д��������⾀�Ķ��١�ͨ�^��̻���Ⱥ͌��ȡ���˥�p���{����Kϣ���õ��^�ߵĴ�ӡ���ȣ���ĩ���ȡ���ĩ�ѷeģ�͡��{�ϵĹ̺����ͷ�ĩ��ɢ�ȵȌ���̻�3D��ӡ���Ⱦ����^���Ӱ푡�
��̻�3D��ӡ���ȵ�Ӱ���Ҫ��3���棬һ�Ƿ�ĩ���Ȍ����ͼ�����ֲڶȵ�Ӱ푣��������ĩ���ȼ����γɵIJ�ͬ���ܶѷe�ֲ�ģ�͌�������Ó֬���Y�^���е��տs�����ǹ�̻��^����ɢ�����������������`�̻���
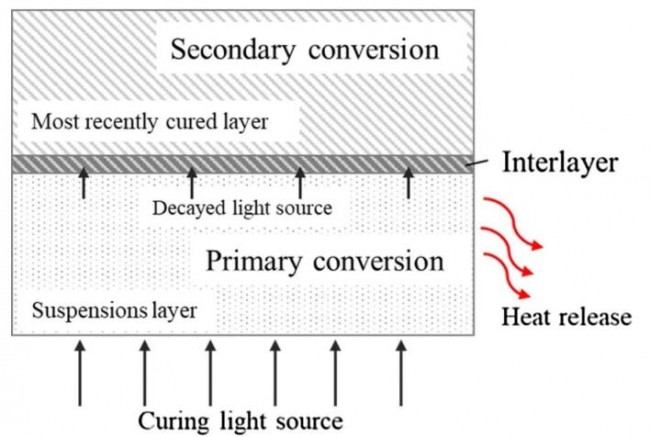 �D2 �̻��^�̵Ķ����ع�ģ��
�D2 �̻��^�̵Ķ����ع�ģ��
![]() 3 Ó֬-���Y��ˇ����̻���о���ܵ�Ӱ�
3 Ó֬-���Y��ˇ����̻���о���ܵ�Ӱ�
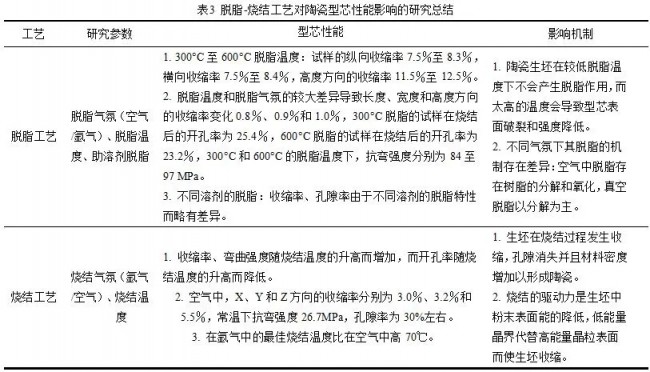
ͨ�^��̻�3D��ӡ���g�Ƃ���մ���о�ɂ�������֮�g�Ľ�����γ��Ѽy����ֹ�����͟��Y�w�Č��g���Ǯ�ǰ��̻�3D��ӡ�մ���о�Pע�ğ��c���}���ڟ��Y�^���У��մ��К�����̼��������о�Ѽy���γɣ������ڟ��Y�^�����γ��Ѽy�⣬����տs��Ҳ���մ���о�к������ֹ�Ѽy���γɣ��������տs�ʣ���Ó֬�͟��Y���^�̾��@���Ȟ���Ҫ���������ƹ�̻���ӡ�����w��Ó֬�͟��Y�^�����Ѽy�Įa���������M���˴������о���Ó֬���о���Ҫ������Ó֬��գ��՚�����գ���Ó֬�ضȺ����܄�Ó֬�ȷ��档Ԕ����Ó֬-���Y��ˇ���մ���о����Ӱ푵��о����Y������rҊ��3��
![]() 4 �Y�Z
4 �Y�Z
�S���F����Դ�����lչ�����u݆�l�әC������������رȡ�����Ч�ʵ�Ҫ�Ķ��������~Ƭ����s�����Y��������߿��F�п����~Ƭ�մ���о���켼�g���R�O������
���y��ˇ�ѽ����ܝM�㮔�������~Ƭ�İlչ�����մ���о�Ƃ���¹�ˇ���¼��g������Խ�l�@��ؽ���_�l�µ��Ƃ乤ˇ���s���մ���о�Ƃ����̣��ӿ����Ϳ����~Ƭ�����ơ������ٶȡ���̻�3D��ӡ�Ƃ�����~Ƭ�մ���о�ļ��g���мӿ�����~Ƭ��s�����Y�������ٶ��Ҳ����ӳɱ����o��ģ�ߡ���r�g�����ȃ��ݣ�������s�Y���մ���о�����칤ˇ����ǰ��δ�еęC��������
���մ���о�Ƃ��^�������׳��F���@���տs��׃�κ��_�ѵȆ��}������մ���о�Ƃ侫���y�Ա��C���@�O���������ԓ���g�ڿ����~Ƭ�մ���о�I��ďV���\�á���̻�3D��ӡ�Ƃ�����~Ƭ�մ���о���������տs���_�ѣ�������ӡ������ԓ�I��һ����Ҫ�ķ���ʮ��������龏��ԓ���}���˴������о�����ˣ����ڹ�.�������������о��ɹ��C���ˌ�������^��Ӱ푵Ĺ�̻�3D��ӡ�ĝ{���Ƃ䡢��̻��C����Ó֬-���Y��ˇ���P���о��F������������m���о���һ���Ľ��b��
�İlչڅ�݁������P�ڹ�̻�3D��ӡ�Ƃ�����~Ƭ�մ���о�տs���_�Ѻ;��Ȳ�Ȇ��}���о����c����Ҫ������2����ķ���
��1��ͨ�^�{���䷽���Ƃ乤ˇ�������մ���оÓ֬-���Y�^�����տs���M���{�ء���̻�3D��ӡ�մ���о�ğ��ɼ��_�ѻ��^������Ó֬-���Y�^���Юa�����^���տs�������տs��������о��ͬ�ں���B��̎�l���_�ѡ���ˣ���Qԓ���}��Ҫ�ķ�ʽ�ǃ����{���䷽���Ƃ乤ˇ���pС�̻���������Ó֬-���Y�^���е��տs�ʡ�
��2��ͨ�^Ó֬�͟��Y��ˇ���Mһ���о����FÓ֬-���Y�^�����Ѽy�a�����տs�ʵĿ��ơ�Ó֬�͟��Y�ij̶ȡ��ٶȡ��ضȡ���������յȶ����������Ѽy���տs�ʵ�׃����������������Ó֬�͟��Y�C�ơ����_����Ó֬�͟��Y�����ǽ�Q�������}����Ч������
�īI���ã������,�����,���o�o,��.��̻�3D��ӡ�Ƃ�����~Ƭ�մ���о�о��Mչ[J].�طN�T�켰��ɫ�Ͻ�.2021,41(11);1 339-1 344.
(؟�ξ���admin)

��һƪ��Hubs�l����2021�깩��朏��Ԉ�桷���о�����Ӱ��µ�ȫ����Д����}
 ����棺ȫ��3D��ӡ�t��
����棺ȫ��3D��ӡ�t�� ճ�Y������3D��ӡ�S�̷��A
ճ�Y������3D��ӡ�S�̷��A һ�Ŀ����t��3D��ӡ���
һ�Ŀ����t��3D��ӡ��� ���K���������Q1�I����1
���K���������Q1�I����1 VoxelMatters����棺��
VoxelMatters����棺�� AM Research��棺3D��ӡ
AM Research��棺3D��ӡ- ������棺ȫ��3D��ӡ�t���Ј�Ѹ�Ͱlչ
- ��ճ�Y������3D��ӡ�S�̷��A��2024��I
- ��һ�Ŀ����t��3D��ӡ��������a3D��ӡ
- �����K���������Q1�I����1�|Ԫ��ͬ����
- ��VoxelMatters����棺��������������
- ��AM Research��棺3D��ӡ�Ј�Ҏģ�� 20
- ��ȫ��3D��ӡ�ИI������ͻ��1500�|Ԫ����
- �����Ƚ���3D��ӡ�۲�����������Ş��²�
- ����������ܛ���Ј�2025���������������A
- ��2024��Q4 Xometry3D��ӡ�Ј��������L��
 ���ϴ�W��������
���ϴ�W�������� �������ÿƌW���g
�������ÿƌW���g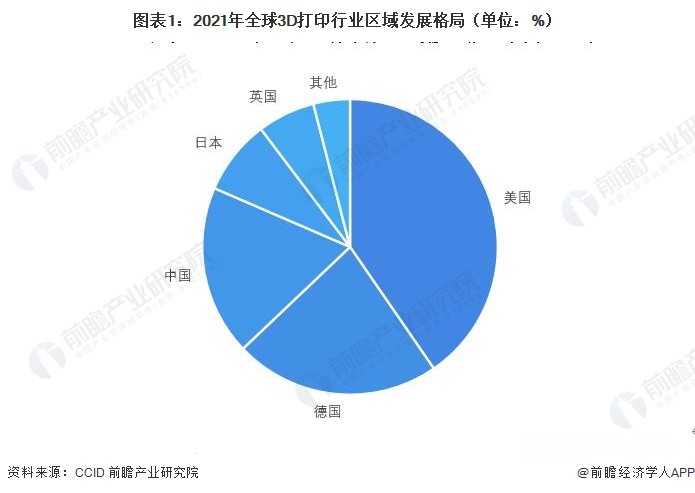 2023������3D��ӡ
2023������3D��ӡ �\Մ3D��ӡ���g��
�\Մ3D��ӡ���g��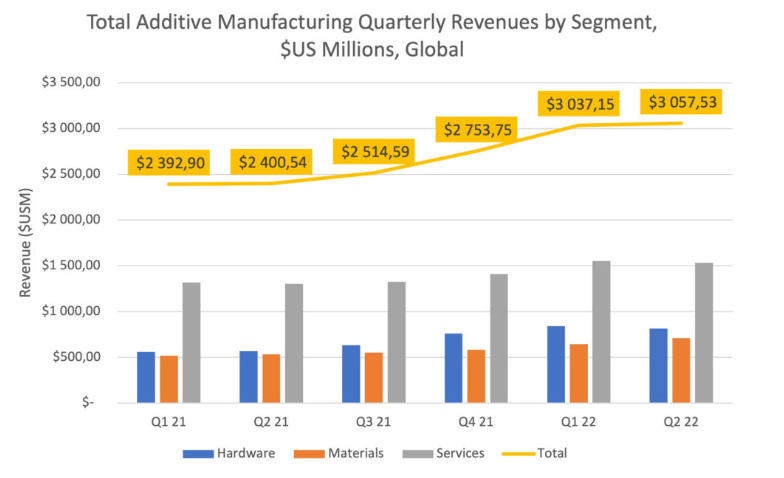 ��SmarTech�u����
��SmarTech�u����- ��AMR���2024������������3D��ӡֱ��֧
- ��������������״�һ��ќʴ_��Ф���~�Z
- ����ҹ��������a��һ���_��Ф�����Z���
- ���������´�һ���_��Ф�����Z����䌍
- ��3D��ӡ��δ����2022��lչڅ��
- �������ܳ��e(DED)��������:�������ԡ�ȱ
- ��2023���Ї�3D��ӡ�ИI�lչ�F��lչǰ
- ����ͨ���������3D��ӡٍ�X��
- ���D���Ї�3D��ӡ�lչ�F�څ��
- �����LCD 3D��ӡ���g�\��Խ��Խ�V����


