�����ܳ��e(DED)��������:�������ԡ�ȱ�ݡ�����(zh��n)�͑�(y��ng)�ã�һ��(2)
�r�g��2021-12-31 10:00 ��Դ�����K����(li��n)�� ���ߣ�admin ��x����
һЩ���H��(bi��o)��(zh��n)�ѽ�(j��ng)�m����DED�^�̡�ASTM 3413�г���DED��ˇ������(y��u)�c:(1)ԭ�Ϸ����V��;(2)�ɼӹ���N���ϡ���(f��)�ϲ��Ϻ�FGMs;(3)�ڳ��e��B(t��i)�µ��o�B(t��i)�̈́ӑB(t��i)���W(xu��)����������(y��u)��pfc���e�����;(4)�ֲ����Կɾ͵��{(di��o)��;(5)��һ�_�C���ϴ�ӡȫ�������ֲ�������Ϳ�ӻ��ޏ�(f��);(6)�߳��e����;(7)���ܱ�PBF����IJ���;(7)�O(sh��)Ӌ���ɶ�ͨ���Ȃ��y(t��ng)���칤ˇ��;(8)�c����AM�^����ȣ����g(sh��)����ˮƽ(TRL)���������ˮƽ(MRL);(9)����DED�C����ʽ�������S�Ӝp�����a(ch��n)��(10)�����ڷ�ˮƽ������ʹ��AM;(11)�cPBF��ȣ��ڼ����(q��)����ʹ�õķ�ĩ���ȸ���(�ɱ��Ͱ�ȫ���涼�Ѓ�(y��u)��);(12)���Î��ͽz�����������Դ������ҵ�DEDϵ�y(t��ng)�����Ԍ��F(xi��n)�������h(hu��n)���µĿ��g��ӡ��
DED��ˇ��������ȱ�c:(1)�ֲ��ز����(d��o)���տs��������(y��ng)����׃��;(2)�c���ü����PBF��ȣ����������^�͵ľS�ֱ���(�Еr�Ǿ���)�������^��ı��沨�y��;(3)�ڴ���ϵ�y(t��ng)�У��@���˱ȼ���PBF���ߵı���ֲڶ�;(4)����ď�(f��)�s�Կ��ܕ��ܵ����ƣ���������Щֻ���������ɶȵęC��;(5)����Ҫ���ڼӹ�;(6)�cPBF��ȣ����wЧ�ʺͷ��w�ɻ������^�ͣ��e����ӡˢ��Ϸ��w�r���D1a�@ʾ�ˏIJ����O(sh��)Ӌ���ޏ�(f��)�ٵ���(y��ng)�ã�DED������PBF���P(gu��n)�I��(y��u)�ݵ�ԭ��D���о��I(l��ng)���漰���M�IJ����O(sh��)Ӌ��(y��ng)���ڽY(ji��)��(g��u)�����ܣ��������t(y��)�W(xu��)�I(l��ng)��ֻ�ܝM��ʹ�û��ڶ���Ľ��ٺͶ����AM��

�DA��܈�����C��ʾ��D�����|��(x��)��(ji��)��
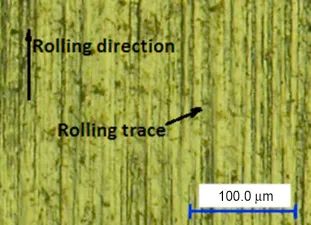
�DB ܈�ƺ���X�������@�D:(A)��������(B)���|��e��(%)��
�DAʾ����f����܈݁�c��܈݁����֮�g�Ľ��|�^(q��)���Լ�����Ĥ�Ӹ��_�ą^(q��)�DB��܈�ƺ�ı�Ƭ������@�D��������܈�Ʒ������S���@����܈�ƺ��E��
DED�đ�(y��ng)��
�ڽ�B��DED���䃞(y��u)ȱ�c֮����(ji��)���c��B��DED�ںϽ��O(sh��)Ӌ�Ͷ���ϽY(ji��)��(g��u)�����ͽY(ji��)��(g��u)���졢�S��Ϳ�ӷ����һЩ�F(xi��n)�к����d���ؑ�(y��ng)�á�
��1990������DED���g(sh��)�̘I(y��)���ԁ� , ���˴�ӡ3D�Y(ji��)��(g��u)�⣬�䪚�صĹ���߀֧�ֶ����I(l��ng)��đ�(y��ng)�á��D2�@ʾ��DED���g(sh��)��������ͽY(ji��)��(g��u)���S��Ϳ�ӷ����һЩ���ؑ�(y��ng)�á����͡��߃rֵ��������ľS���ڹ��I(y��)����һ�N��Ҋ������ͨ��ʹ�ú��ӣ�Ȼ���M�б���������Ȼ�������ڴ��ͺ�/���F�������DED���g(sh��)�����ޏ�(f��)�Y(ji��)��(g��u)�������ޏ�(f��)�^�������Ӳ��ϣ��ԱM���p��δ�������g��p�ģ��D2b�����@��ͨ�^��DED��ʹ��Ӌ��C���Ƶij��e�^����ɵģ��Ի��ڱ��ޏ�(f��)�����CAD�ļ����e���ϡ�
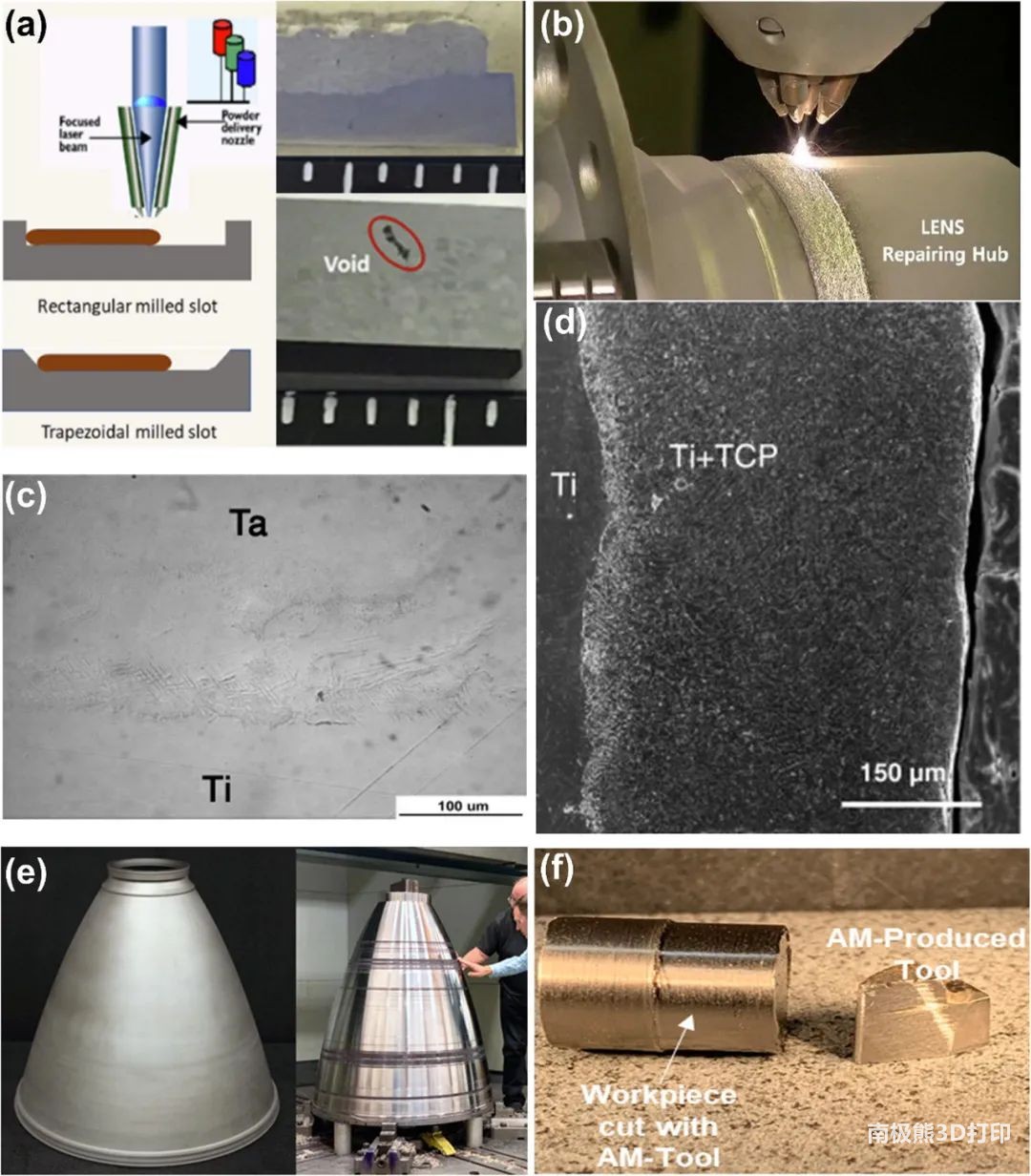
�D2
��(y��ng)���ڴ�����������졢�S��Ϳ�ӡ�(a)����ޏ�(f��)�ͳ��e���ԡ�(b)�ޏ�(f��)���ܠ�Y(ji��)��(g��u)��(c)��ϵ��gͿ�����w���@ʾ������ĽY(ji��)���Լ����ӵ�������ԡ�(d)����ϰ��������}�����������ԡ�(e)�麽�պ�����;����Ĵ��ͻ�����ܡ�(f)���ڵ��ߵ�Ӳ�|(zh��)����̼����Ϳ�Ӻͽ���ʯ�����ӡ�
���ȣ���������ij�Ҋ�p�ą^(q��)������ή���ĥ�p��Ȼ����Ŀ��(bi��o)λ�ó��e�c���A(ch��)�Ͻ����ݵĸ���Ӳ�Ȼ��ߜز��ϡ�����DED��һ�N�����T�칤ˇ�����ͨ�^�Uɢ����ɫ@�����õ�ұ��Y(ji��)�ϡ�������s�ٶȿ�͟��ݶȸߣ��Еrʹ�ú��̎������͚�����(y��ng)���������ɱ��������ԝM���Ҫ�Ĺ���D2e�@ʾ��������ֵİ������1.016 �ߣ�RS25������܃�(n��i)�r����(n��i)��30Ӣ���(n��i)������ʹ�ü����ĩ�ɜp�ٺ��պ��쑪(y��ng)�õijɱ��ͽ������ڡ�
ʹ���κ�����AM���g(sh��)�������ͽ����������������(zh��n)�ԣ������ڂ��y(t��ng)������ͨ���Ǵ�Ҏ(gu��)ģ�Ķಽ�E�^�̡��D2a�@ʾ��ԓ�R™�������ޏ�(f��)Inconel 718���������ٵă�(n��i)��ȱ�ݡ���(j��)������c���β���ȣ�������βۿɞ��ޏ�(f��)�ṩ���õ�ȱ�݅^(q��)��(zh��n)�䣬ͬ�r�l(f��)�F(xi��n)���ǘ�(g��u)������͟�̎�����m�ό��ޏ�(f��)��Ʒ��ĥ�p������͡�ͨ�^�Ԅӿ��Ƶ������S���D(zhu��n)�ۣ��ޏ�(f��)�y���|���ĽY(ji��)��(g��u)����ܵ���(n��i)����Ҳ������360�ȷ����ϳ��e���ϡ�
�D2c��d��f�@ʾ�ˑ�(y��ng)���ڻ�����������ܵIJ�ͬ����Ϳ�ӡ��ڈD2c�У��gͿ��ͨ�^DEDͿ������ϡ��g�����c�dz��ߣ�>3000 ��C������(d��o)���y(t��ng)�ӹ���������(zh��n)�ԣ�����g�����ܲ��ó�Ҏ(gu��)�����T��ӹ�·����Ȼ�����g���ռ�����������(d��o)��ϵ��(sh��)�ͣ����ʹ�û��ڼ����DED�������ۻ������⣬⁺��g�ڸߜ��¾�����ȫ�Ĺ����ԡ���ˣ���ϵ��gͿ����ͨ�^��������ұ��Y(ji��)�ϵ�DED���F(xi��n)�ġ��ڈD2d�У�CaPͿ��ͨ�^��ϵ�DEDͿ����������ֲ�������w��(n��i)�Ĺ����ϡ������ñͿ�Ӳ�����һ�N����-�մɏ�(f��)�ϲ��ϣ�����c��ϵļ��ñ�մ�Ϳ����ȣ����揊�ȷdz��ߣ��ñ�մ�Ϳ����Ŀǰ�C�����������ֲ����Ľ��(bi��o)��(zh��n)��
Ȼ����DED�Ƃ���-CaPͿ���c���y(t��ng)�ļ�CaPͿ�ӵ����������Ը���Ч������ͬ���D2f�@ʾ���ý���ʯ��ĩ�ӹ���Ӳ�|(zh��)����̼����Ϳ�����ڵ��ߵđ�(y��ng)�á��@ЩͿ�ӟo����e�_�ѣ����ж��؏����࣬�����l(f��)�F(xi��n)���X��AM⁵ęCе�ӹ������á���������Ϳ�Ӷ��ё�(y��ng)����ͨ�^���y(t��ng)��������������Ȼ����DED������֮̎���ڣ����܉��ڒ��������e���Ķ�ͨ�^Ϳ�ӱ������õ�ұ��Y(ji��)�ρ���߬F(xi��n)�����ض����ܡ�
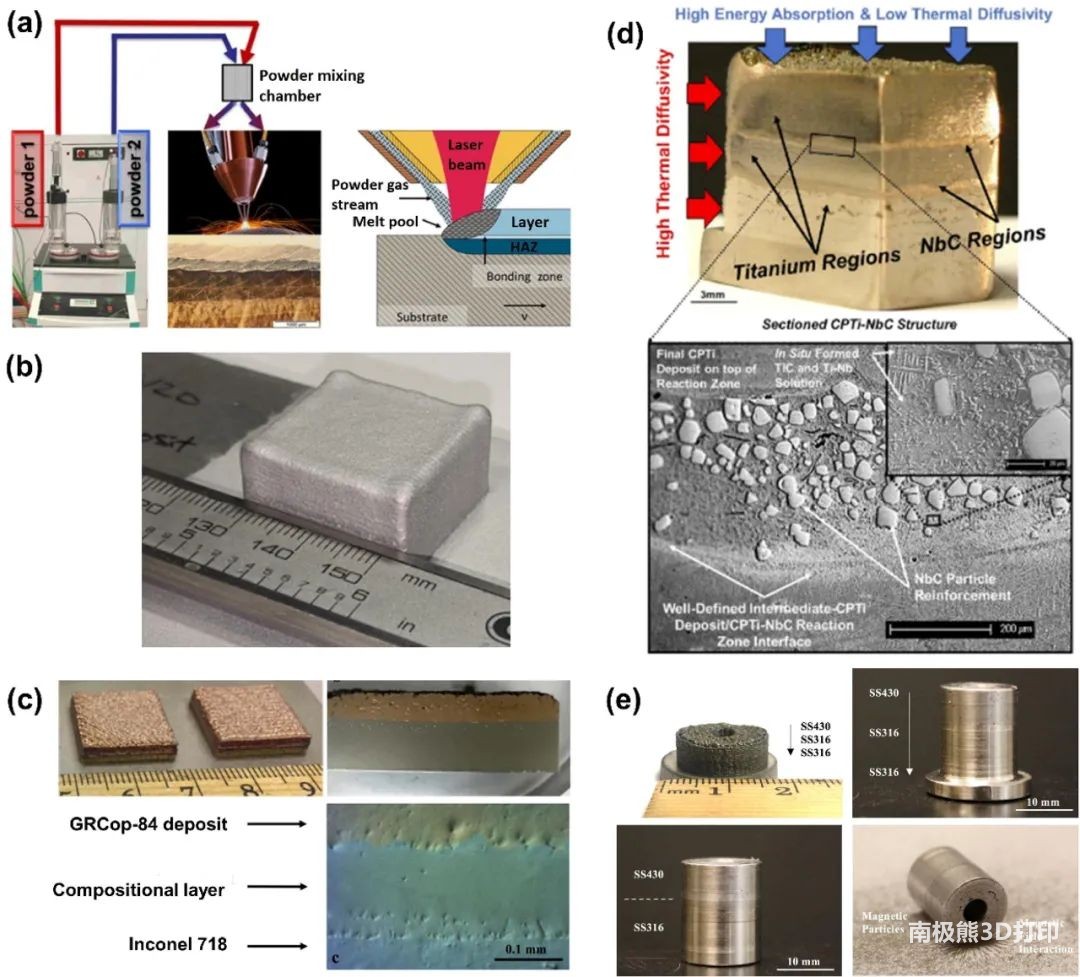
�D3
����y���ںϽ��O(sh��)Ӌ�Ͷ���ϽY(ji��)��(g��u)�еđ�(y��ng)�á�(a)����DED�ӹ�����ϽY(ji��)��(g��u)�ĸ��(b)�����ܶȞ�99%�ď�(f��)���O(sh��)Ӌ�X�Ͻ��K�w��(c)��Inconel
718��GR-Cop84(�~�Ͻ�)��(j��ng)LENS™̎�����p���ٽY(ji��)��(g��u)�@ʾ�������ڵČ�(d��o)��ϵ��(sh��)���ӡ�(d)���в�ͬ���ٺ��մɅ^(q��)����-�̼���サ��Y(ji��)��(g��u)�����ڶ����/�Y(ji��)��(g��u)��(y��ng)�á�(e)ʹ��LENS™̎�����p���ٲ��P䓽Y(ji��)��(g��u)���@ʾ������(430SS)�ͷǴ���(316SS)䓵����@�^(q��)��
�D3�@ʾ��DED��ˇ������ɂ��P(gu��n)�I��(y��ng)���I(l��ng)���Ͻ��O(sh��)Ӌ�Ͷ���ϽY(ji��)��(g��u)�����Â��y(t��ng)�����O(sh��)Ӌ�ĺϽ���Ҫ�V���ĸߜ����ܺʹ�����ԭ���ϡ�ʹ��DED���������ܿصĭh(hu��n)�����ԽM�ϵķ�ʽ���e�����Ͻ��ڶ̕r�g��(n��i)�����x����ϣ���ijɷ��M���Mһ��������ʹ�ö��϶�DEDϵ�y(t��ng)�ͳ����ͷ�ϵ�y(t��ng)����ʹ��һ����һ�IJ�����Ҳ�����ɲ�ͬ�ijɷ֏�һ�˵���һ���Ƴɣ��@��һ����(j��ng)��Ķ���ϽM�ɵķּ��Y(ji��)��(g��u)���@Щ�x�ʹ��DED�C�����ɞ�ұ���W(xu��)�ҵ����빤�ߣ������ṩ�F(xi��n)���ض����ܵĽY(ji��)��(g��u)��
�D3a�@ʾ��Cr-Mo-V��ӹ�����䓺�Ni���R���w�rЧ����ɼs500 ��m���FGM�Y(ji��)��(g��u)�M�ɵĉK�ļ�����ٳ��e(LMD)���D3b�@ʾ���X�Ͻ��K��LENS™���e�������һ��о�����������Mg���x�������l(f��)��Al 5xxx�Ͻ���ӡˢ��B(t��i)�µĻ��W(xu��)�ɷ֏�Al 5083�D(zhu��n)׃?y��u)�Al 5754���@��һ�����͵�����(zh��n)����Ҫ���S����в�ͬ���c�ĺϽ�Ԫ�ص�ϵ�y(t��ng)�м��Կ��]���D3c�@ʾ����Inconel 718�ϳ��e�ĸߜ�Cu�Ͻ�GRCop-84��ԓ�Ͻ�����^����ұ����棬�Ķ�����˸ߜغϽ�Č�(d��o)���ԡ�718�Ͻ�����GRCop-84��ʹ�䌧(d��o)��ϵ��(sh��)�����300%���ϡ�
�D3�@ʾ�����ڶ����/�Y(ji��)��(g��u)��(y��ng)�õľ��в�ͬ���ٺ��մ�����-�̼���サ��Y(ji��)��(g��u)���@�N������������ֻ����Ҫ�ĵط������������ϵď�(f��)�ϲ��ϣ���˾����ض��Ĉ��،��ԡ��D3e�@ʾ��LENS™���e䓹ܵijɷ֣��Ĵ����F���w���P�(SS) 430���Ǵ��ԊW���w���P�316���@Щ����ͻ����һЩ���ص��I(l��ng)�����@Щ�I(l��ng)���˻���CAD�ļ���ӡһЩ3D�Π��⣬DED���g(sh��)ƽ�_���������M���Ϸ����������@���ĸ�׃��
��(d��ng)ǰ������(zh��n)
�M��DED���g(sh��)��ȫ����(n��i)�l(f��)չѸ�٣���Ҫʹԓ���g(sh��)ƽ�_����ͨ���ԣ�߀��Ҫ�P(gu��n)ע�S��ƌW(xu��)���g(sh��)����(zh��n)��PBF��һ�N���ܚgӭ�Ľ���AM���g(sh��)ƽ�_��������܉��DED���F(xi��n)���õĹ������������˝M������ć�(y��n)��Ҫ��τ����{(di��o)��(HAM)Խ��Խ�ܚgӭ���ڄӑB(t��i)�ӹ�ϵ�y(t��ng)�У���(sh��)�ֻ��ӹ��^�cӋ��C��(sh��)�ؼӹ�������Y(ji��)�ϡ��ڳ��e�Ӻ��M��܇������������ԝM�㹫����IJ��ֿ���������Cе�ӹ��IJ��֣������ǵ��͵�AM�ӹ����֡��mȻHAM�������d�^�ģ������e�ͼӹ�������ͬһ��������ɵģ���(g��u)���r�g�����^�L�����⣬����(j��)����Π�͏�(f��)�s�ԣ���Ҫ��ÿ������M�ЏV���Ĕ�(sh��)�ؾ��̺�ˇҎ(gu��)�����ԛQ���Εr�C���ͺΕr���e���ϡ��@�N��(f��)�s�IJ���������Ҫ����Ľ�(j��ng)���⣬��HAMϵ�y(t��ng)�У��Cе�ӹ��a(ch��n)���Ľ���м�����c���e�^�Ķ����ĩ��ϣ���(d��o)��ÿ�Θ�(g��u)�������a(ch��n)������IJ��ϓpʧ��
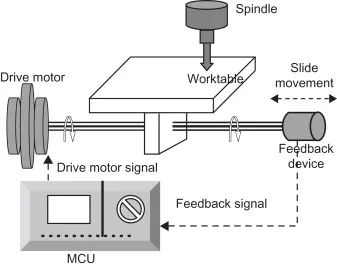
�ψD�@ʾ��CNC�������ľ����S�ĽM�ɡ����@�N��r�£�һ��������V�(q��)��늙C���D(zhu��n)���_�ĴΔ�(sh��)���(q��)��늙C���D(zhu��n)�ӎ��ӝL��z���D(zhu��n)�ӣ��L��z����ֱ���S�D(zhu��n)�ӡ������b���ڝL��z�ܵ���һ�ˣ����S���ƴ_�J(r��n)��Ҫ������D(zhu��n)��(sh��)�ѽ�(j��ng)�l(f��)����
��Ƶأ����ڶ���ϲ���������(j��)���e�^�IJ�ͬ��ͨ��20-75%�Ĵ�ɢ��ĩ�����@�ڌ��H�����У���ʣ��ķ�ĩ�t��ɢ�ڳ��e�бP�ϡ��@�N��Ϸ��w�ķ��x�������ஔ(d��ng)��������(zh��n)�Եģ������˷��w���M��DED�����ɱ������˱����@�����}���Еr���x�A(y��)��ϵķ�ĩ���������ڄӑB(t��i)��ϵ�DED�����������ռ�δʹ�õķ�ĩ���Ԝp����ʼ��ĩ�����M��
���@���棬���ע���ĩ�Ŀɻ�����Ҳ��DED��һ�����}����ʼ�ۿ����؏�(f��)ʹ�ö��ٴΣ����c���r�ۻ�϶��ٴΣ���(j��ng)�^DED�����۵������l(f��)����ʲô��������ҪԔ��(x��)�f�����P(gu��n)�I���}��ұ�����������һ����Ҫ������������P(gu��n)�I���أ����ƄӶ������������졣�c��������AM�^��һ�ӣ�DED�漰������s���ʣ����ܷ�ƽ������W(xu��)�����P(gu��n)�����W(xu��)���ơ���ˣ���ƽ������W(xu��)�ƌ�(d��o)���Ę�(bi��o)��(zh��n)���D��DED�е��m�������ޡ���Ȼ�أ���ӡ����ϽY(ji��)��(g��u)������Ҫ������ԇ�eԇ�Դ_�����гɷֿ����ڛ]���_�Ѻ�����ȱ�ݵ���r�³��e�ļӹ����ڡ�
����Ӌ����ϿƌW(xu��)�����M�ęC���W(xu��)��(x��)�����ͬF(xi��n)���O(ji��n)�y�����m��(y��ng)���Ƽ��g(sh��)���������������W(xu��)����δ����꣬��ͬ�Ͻ�ğ����܌������ڽ���ұ������ԣ����������w�Ͷ�������������һЩ���}�cDED�C�������P(gu��n)�����磬�����(sh��)DED���e�^�����������S��Ȼ��������5�S�������S���e�^�ęC�����_���������Nĸ��ӽY(ji��)��(g��u)�����(f��)�s���Π�Ŀ��ޏ�(f��)�ԵĿ����ԡ���Ƶأ������(sh��)DEDϵ�y(t��ng)����500 W��1000 W�ļ����������Դ���mȻ�߹��ʼ���������ӡˢ�ٶȣ����ڸ߹��ʼ���C���У����ܕ��в��ֱַ��ʵ��ׅf(xi��)������mȻ�����(sh��)��DED����ʹ�ý��ٷ�ĩ����ԭ�ϲ��ϣ������˵ľ����͵�DEDҲ���á����پ��Ƚ��ٷ�ĩ���˵ö࣬���ҽ��پ��ȷ�ĩ����ȫ�������׃��档Ȼ�����ۻ����ٽz��Ҫ���ߵļ���ʣ��@ʹ���ͽzDEDϵ�y(t��ng)�����F��
��Դ��Directed energy deposition (DED) additive manufacturing: Physicalcharacteristics, defects, challenges and applications��MaterialsToday�� https://doi.org/10.1016/j.mattod.2021.03.020
�����īI��J. Manyika, M. Chui, J. Bughin, R. Dobbs, P. Bisson, A. Marrs,Disruptive��Technologies: Advances that will Transform Life, Business, and theGlobal��Economy, McKinsey & Company, Washington DC, 2013.��G. Warwick,Aviat. Week Space Technol. 176 (11) (2014) 43�C44.��M. Segrest, Printbetter parts, Efficient Plant, 17 September 2018��https://www.efficientplantmag.com/2018/09/print-better-parts/(accessed 14December 2020).
(؟(z��)�ξ���admin)

��һƪ��3D��ӡ�ИI(y��)��֡�2021��3D��ӡ�ИI(y��)���R����
��һƪ���P�c��ʳƷ���I(y��)�I(l��ng)��Top�ڿ��г��F(xi��n)��ʳƷ3D��ӡ��(chu��ng)���O(sh��)��
��һƪ���P�c��ʳƷ���I(y��)�I(l��ng)��Top�ڿ��г��F(xi��n)��ʳƷ3D��ӡ��(chu��ng)���O(sh��)��
���P(gu��n)��(n��i)��
 ����棺ȫ��3D��ӡ�t(y��)��
����棺ȫ��3D��ӡ�t(y��)�� ճ�Y(ji��)������3D��ӡ�S�̷��A
ճ�Y(ji��)������3D��ӡ�S�̷��A һ�Ŀ����t(y��)��3D��ӡ���
һ�Ŀ����t(y��)��3D��ӡ��� ���K���������Q1�I����1
���K���������Q1�I����1 VoxelMatters����棺��
VoxelMatters����棺�� AM Research��棺3D��ӡ
AM Research��棺3D��ӡ
- ������棺ȫ��3D��ӡ�t(y��)���Ј�Ѹ�Ͱl(f��)չ
- ��ճ�Y(ji��)������3D��ӡ�S�̷��A��2024��I
- ��һ�Ŀ����t(y��)��3D��ӡ��������a(ch��n)3D��ӡ
- �����K���������Q1�I����1�|Ԫ��ͬ����
- ��VoxelMatters����棺��������������
- ��AM Research��棺3D��ӡ�Ј�Ҏ(gu��)ģ�� 20
- ��ȫ��3D��ӡ�ИI(y��)������ͻ��1500�|Ԫ����
- ������(n��i)����3D��ӡ�۲�����������Ş��²�
����(n��i)��
- ������棺ȫ��3D��ӡ�t(y��)���Ј�Ѹ�Ͱl(f��)չ
- ��ճ�Y(ji��)������3D��ӡ�S�̷��A��2024��I
- ��һ�Ŀ����t(y��)��3D��ӡ��������a(ch��n)3D��ӡ
- �����K���������Q1�I����1�|Ԫ��ͬ����
- ��VoxelMatters����棺��������������
- ��AM Research��棺3D��ӡ�Ј�Ҏ(gu��)ģ�� 20
- ��ȫ��3D��ӡ�ИI(y��)������ͻ��1500�|Ԫ����
- ������(n��i)����3D��ӡ�۲�����������Ş��²�
- ����������ܛ���Ј�2025����������(sh��)��(j��)���A(y��)
- ��2024��Q4 Xometry3D��ӡ�Ј��������L��
���]��(n��i)��
 ���ϴ�W(xu��)��������
���ϴ�W(xu��)�������� ������(y��ng)�ÿƌW(xu��)���g(sh��)
������(y��ng)�ÿƌW(xu��)���g(sh��) 2023������3D��ӡ
2023������3D��ӡ �\Մ3D��ӡ���g(sh��)��
�\Մ3D��ӡ���g(sh��)�� ��(j��)SmarTech�u����
��(j��)SmarTech�u�������c��(n��i)��
- ��AMR���2024������������3D��ӡֱ��֧
- ��������������״�һ��ќ�(zh��n)�_��Ф���~�Z
- ����ҹ��������a��һ���_��Ф�����Z���
- ���������´�һ���_��Ф�����Z����䌍
- ��3D��ӡ��δ����2022��l(f��)չڅ��
- �������ܳ��e(DED)��������:�������ԡ�ȱ
- ��2023���Ї�3D��ӡ�ИI(y��)�l(f��)չ�F(xi��n)��l(f��)չǰ
- ����ͨ���������3D��ӡٍ�X��
- ���D���Ї�3D��ӡ�l(f��)չ�F(xi��n)�څ��
- �����LCD 3D��ӡ���g(sh��)�\��Խ��Խ�V����


