���ϴ�W��ͨԺ�����о��ɹ�����߶Ƚ�ģ��ʾ3D��ӡCFRP�Ӻ�-��϶-����fͬ�{�ؙC��
�˹����ܣ�AI���c�C���W����ML�����g���Ƅ�����I���£������������죨AM��������Ą��£�ͨ�^���ӶѯB���ό��F�ˏ��s�Y���Ķ��ƻ����a�����ϔD��ʽ3D��ӡ���g����ͳɱ����m���ԣ��ɞ��B�m�w�S�����ͺϲ��ϣ�3DP-CFRPCs���Ƃ����Ҫ��������ߏ��ȡ��p���������ں��պ��졢��܇���I��O�ߝ�����Ȼ������ӡ�^���Юa���Ŀ�϶�����g�Y��ȱ�ݵ��^�Y�����}�����Ƽs�������W���ܣ������y�����ĕr������ؽ���Ч���ʵ�Ӌ��ģ�������
���о��۽�3DP-CFRPCs�ď������܃���������Y�϶�߶Ƚ�ģ�c�������w�e��Ԫ��RVE���Ĕ�ֵģ�M������ϵ�y������ӡ��������Ӻضȡ�䁌�·�������������ܵ�Ӱ푙C�ơ�ͨ�^Mori-Tanaka���|�������������w��϶Ч��������������Ԫģ�M��ʾ�w�S-���w�������Լ����g�Y�Ϗ��ȵ��P�I���ã�ּ��ͻ�Ƃ��y�����ޣ��������3DP-CFRPCs�Ĵ�ӡ��ˇ�����ṩ��Փ֧�Σ��Ƅ����ڹ��I�I��Ŀɿ����á�
������c����
�����
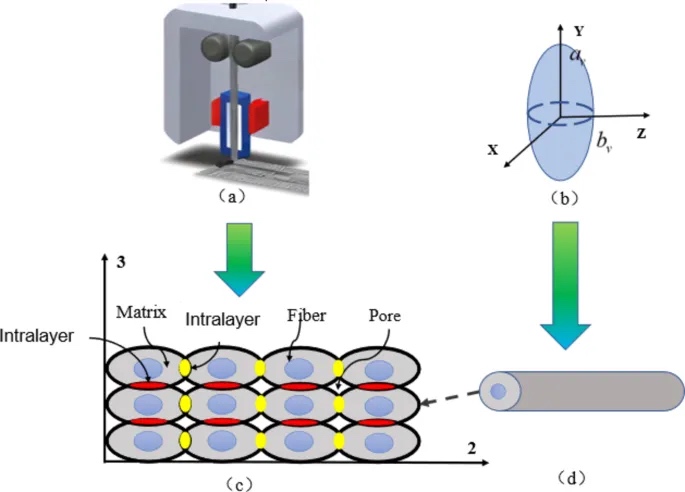
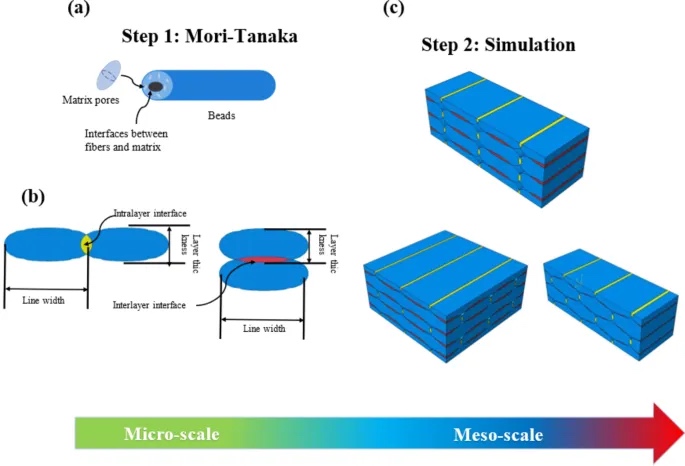
���о����@3D��ӡ�B�m�w�S�����ͺϲ��ϣ�3DP-CFRPCs���ď��������c��ӡ�����P��չ�_�����c̽���ӺD1a-b��
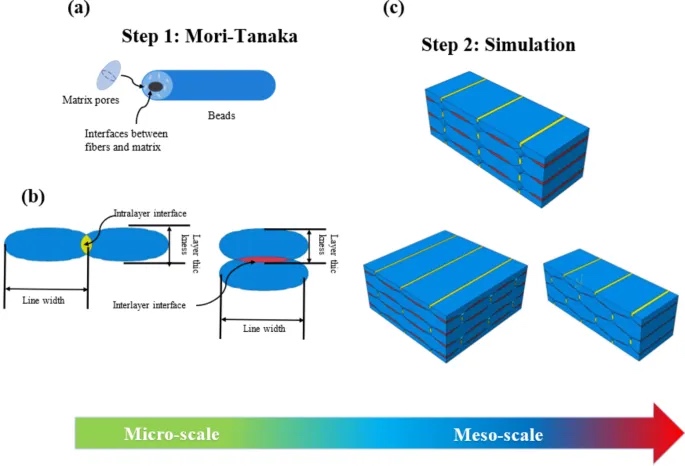
䁌ӷ�ʽ���D1c�����������ԣ��D1b���S/�tɫ���棩�����τ��ȵ�Ӱ푡�ͨ�^�����^�Y�������w�S���С���϶�Π�Ӄ�/���g����Y�ϣ��c���^���W���ܵ�ӳ���Pϵ����ʾ�ˌӺ����ӌ��µĿ�϶��������ƫ��䁌ӌ���϶���ă������D8-9�����Լ�����ճ�Y���Ȍ�����ģ�����{�ؙC�ƣ��D5����
�����
��߶Ƚ�ģ��
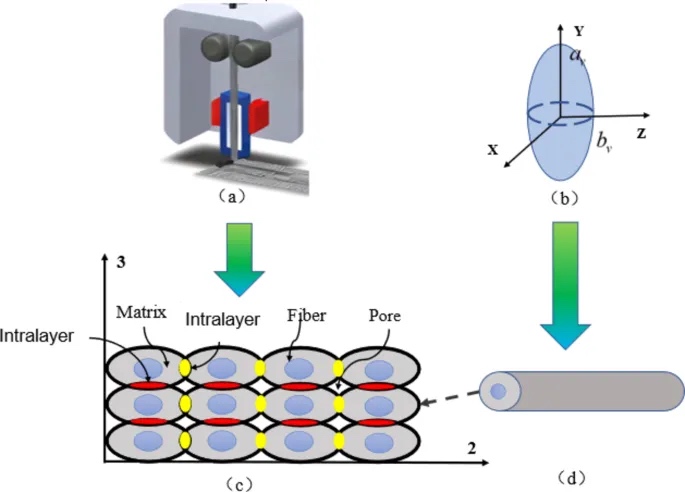
��϶���|�������ڈD2b��ʾ�ęE���϶ģ�ͣ��L����α��������Mori-Tanaka����Ӌ�㺬��϶���w�ĵ�Ч���ȏ������Y��Eshelby����������϶�Π��ȵ�Ӱ푡�
RVE����Ԫģ�M�������D1c��RVE��Ԫ����ͬ䁌�·�����͈D3�����SRVE�Y��������ABAQUSģ�M�Ӻ�0.125-0.5 mm�����ضȣ�190-210°C����䁌ӽǶȣ�0°-90°���µđ����ֲ���ͨ�^������߅��l��Ӌ�㏗��ģ�����D4-7��
�����C�����ڈD1a�ĔD�����^�Y������W�@�R�^�y�����Y��ASTM D638����ԇ��ImageJ��϶��������Cģ�;��ȣ��`��<12%����

�Y���cӑՓ
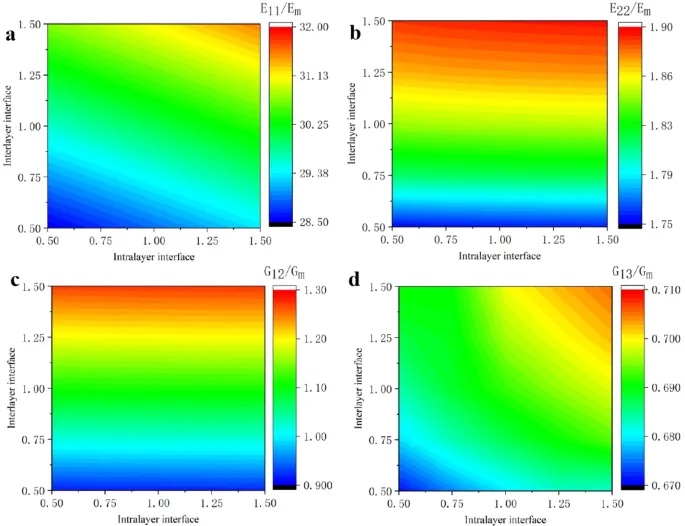
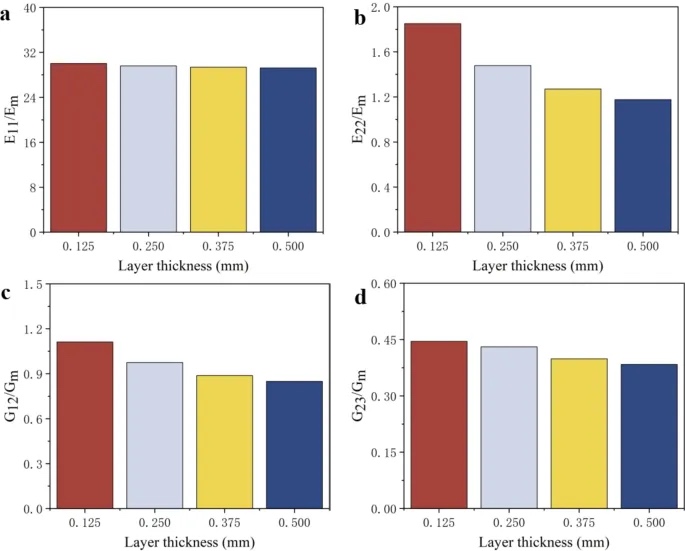
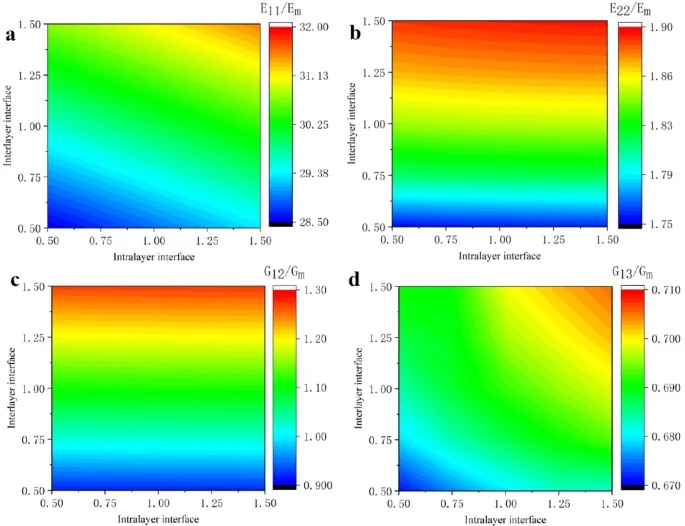
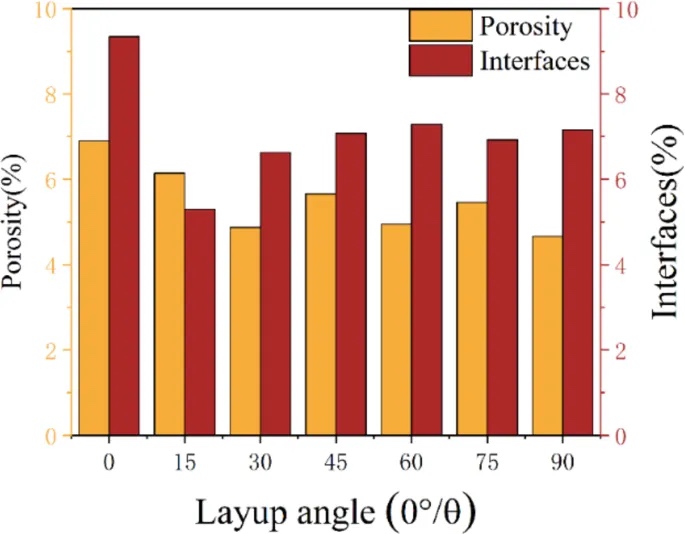
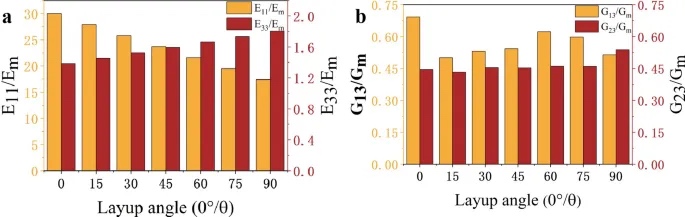
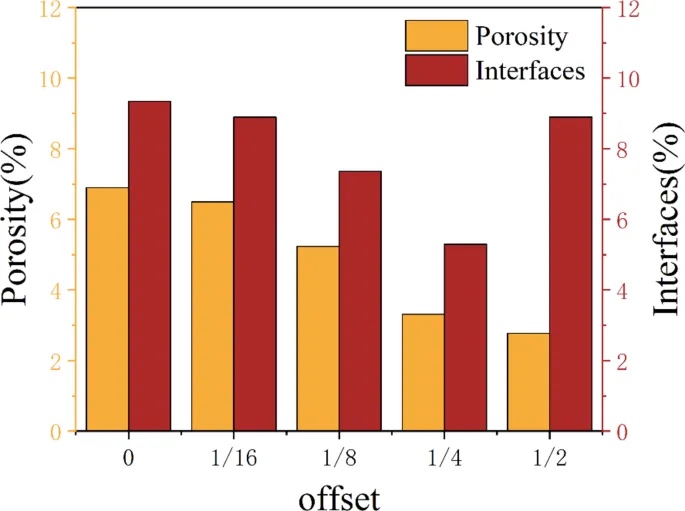
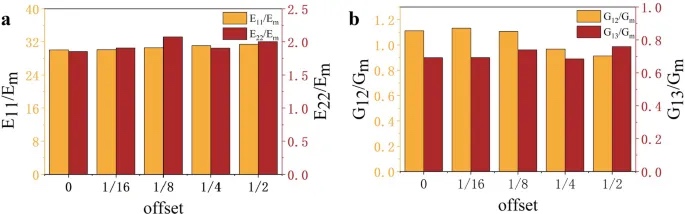
�о���������ӡ�Ӻ���Ӱ�3DP-CFRPCs�������ܵĺ������أ��Ӻ��0.125 mm����0.5 mm�r���M������ģ���½�15%-20%����Ҫ�w���ڿ�϶������������cģ���`��<6%�������g�ۺ���Uɢ�Y���������������܌�����ģ���{���@��������ճ�Y��������1.5����ʹ�v�����ģ������25%��ƫ��䁌Ӽ��g����1/8�z��ƫ�ƣ�ͨ�^������϶���ͽ�����|��ʹ�M������ģ������12%�����x�S䁌���45°䁌����w�S���e�����������f������ģ���^0°䁌����18%��
�Mһ������ָ������϶�ֲ������ȵ�Ӱ푳ʬF�ӑB׃�����Ϳ�϶�ʣ�<2%���r�w�S���g��϶���������ӻ���ͬ�ȿ�϶�����^���w��϶Ӱ푸�30%�������S����϶�����ӣ����w��϶Ч����u�@����϶��5%�r���߲�sС��8%�����cBlok�Ȍ��������@ʾ��ģ���A�y�`��H3%����C�˶�߶Ƚ�ģ�Ŀɿ��ԡ��о�߀�l�F����ӡ�ضȣ�190-210°C�������ȵ�Ӱ����ڌӺ��䁌ӷ�ʽ���ߜ��m����������Y�ϣ����������w�S�ή���L�U�����������^խ���@Щ�Y����3DP-CFRPCs�Ĺ�ˇ�OӋ�ṩ������������
�YՓ
�о�ͨ�^��߶Ƚ�ģ�c�����C��ϵ�y��ʾ�����S��ӡ�B�m�w�S�����ͺϲ��ϣ�3DP-CFRPCs���ď��������c��ӡ�������P�C�ơ�����Mori-Tanaka���|�������������w��϶���E���L����α�������ȵ��ӻ�Ч�����Y��ABAQUS�����^�Y��RVEģ�ͣ�ģ�M�Ӻ�0.125-0.5 mm����䁌ӷ�ʽ������/�x�S/ƫ�ƣ����������Ԍ�����ģ����Ӱ푡��Y���������Ӻ����ӌ��¿�϶�������c����Y���������M������ģ������_20%��ƫ��䁌ӣ�1/8�z��ƫ�ƣ�������϶�ֲ��������M��ģ��12%������ճ�Y��������1.5���������ģ��25%���о��Mһ��ָ�����Ϳ�϶�����w�S���g��϶�������ȓpʧ�����߿�϶�ʕr���w��϶Ч���@��ģ���A�y�`��<12%����C�˶�߶ȷ����Ŀɿ��ԡ��о��郞����ӡ�����������{�،Ӻ��c䁌�·�����ṩ����Փָ�����ƄӸ�����3DP-CFRPCs�Ĺ��I���á�
ԭʼ�īI��
Li, X. Multiscale computational modeling of 3D printed continuous Fiber reinforced polymer composites. Sci Rep 15, 17596 (2025).
ԭ��朽ӣ�
https://www.nature.com/articles/s41598-025-01556-4
(؟�ξ���admin)

��һƪ�����u������W��3D��ӡ����늘O��м������ܼ����������ӛ䛷���ȡ����Ҫ�����Mչ
 RIT �о��ˆT�_�l3D��ӡ��
RIT �о��ˆT�_�l3D��ӡ�� Nature�ӿ���ӡ���о��F�
Nature�ӿ���ӡ���о��F� ���u������W��3D��ӡ����
���u������W��3D��ӡ���� CEAD�������������ģ���
CEAD�������������ģ��� ֧��4D��ӡ�������Ƽ�DIW
֧��4D��ӡ�������Ƽ�DIW- ��3D��ӡ�W�������о��C�����ĽY���OӋ
- ��RIT �о��ˆT�_�l3D��ӡ���ޏ�ۺ���
- ��Nature�ӿ���ӡ���о��F��_�lͻ���Խ�
- �����u������W��3D��ӡ����늘O��м���
- �����ϴ�W��ͨԺ�����о��ɹ�����߶Ƚ�
- ��CEAD�������������ģ����������M3D��
- ��֧��4D��ӡ�������Ƽ�DIW����ֱ��3D��
- ���R�����ڈFꠣ��߾���3D��ӡ����ECM��
- ������˹���W����Ӣ���ׂ�̫��3D��ӡ��
- ������ɫ��W���о���ʾ�����T��ǰ���D��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


