ë��SLM����3D��ӡ��Nature�ӿ���ʾ��ë�����ӵĿ�϶�����C(2)
���գ���ؕ���Ҍ���ҿƌW�҂���Փ�ģ���������Å^�����ɸߜ��ݶ�����ĸߟ�ë���������Կ˷����w����������������Ķ���LPBF�^���п��������۳��еĿ�϶��ͨ�^�{��3D��ӡ�������팍�F��ë�����ӵĿ�϶�����C�ƣ��@�ßo��϶��3D��ӡ���������
3D�ƌW��ͨ�^����ƪ����Ԕ����ʾ�ƌW�҂��_�l���@һ��϶���������ā���ȥ�}��

�ɾ͏��s�����SLM����3D��ӡ
![]() ��֮�g�������
��֮�g�������
![]() ë���\�Ӻ�����
ë���\�Ӻ�����
�ƌW�҂����u����1��������ֱ����10�ף�����ʾۙ��ӛ������AlSi10Mg��ĩ�У���������ͬ�^�����u�����ٶ��������w�����О顣
ë���\�Ӻ�����������
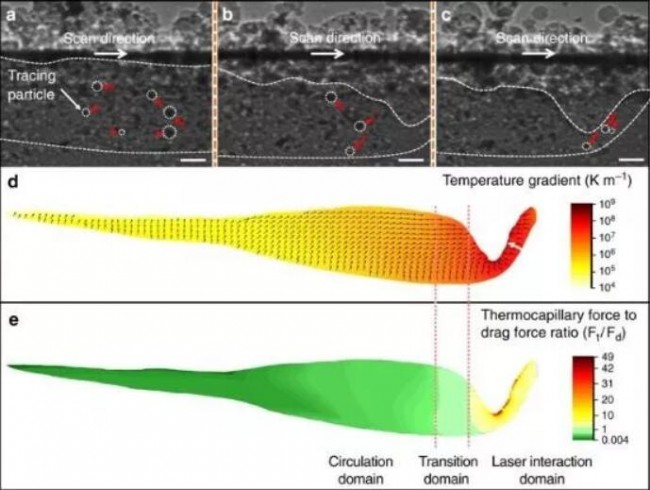
a �C c X�侀�D���@ʾ��ʾۙ���ӣ��u�����ð�ɫ̓���AȦ��ӛ����܉�E���ütɫ���^��ʾ������a��ѭ�h������w���ӣ�b���^����c����LPBF�ӹ��^���м���������۳��еą^��
d �@ʾ����LPBF�ӹ��^�����۳ȵĜض��ݶȣ�ͨ�^����ӹ������Ķ�������ģ�@�ã��cԭλ�����ͬ���ض��ݶȵĴ�С�ͷ���քe���ɫ�ͺ�ɫ���^��ʾ����ɫ���^��ʾ�ض��ݶȏĹ�Һ���棨�ۻ�ǰ�أ������݅^ǰ�����ӡ�
e ֱ����10��m�Ŀğ�ë������F t���cҷ����F d��֮�ȡ�
��a �C c�У�����ʞ�360 W�������ٶȞ�1 ms -1��ĩ�ӵĺ�Ȟ�100��m��a �C c�еı����ߞ�50��m
��������Å^���е�С�������ض��ݶ��ƄӲ����۳����ݳ����@�Mһ���C���˟�ë�����ӵĿ�϶�����C�ơ�
�����о���ë�������������۳ز�ͬλ�õĿ�϶�����W��Ӱ푣���ؕ����ҵĿƌW�҂��_�l��һ�����ڟ�ë�����cҷ��֮�ȣ�F t / F d�������D����ë�������Ǽ�����������е�����������ë���ض��ݶȵķ����Ƅӣ�����������ѭ�h���е�ë���\�ӡ�
���ķ���
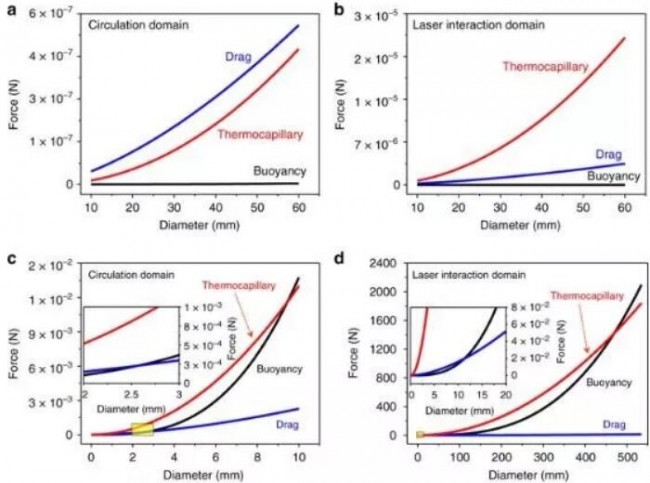
a��b���^��ѭ�h��a���Լ���ԓ�������о��Ŀ������ļ����������b���е�ҷ���������͟�ë������
c��d �Կ��������_�������˷�ҷ���ĸ������R�����ѭ�h�^��c��̎��2.5mm���ڼ�������Å^��d��̎��11mm����ѭ�h�^���9.5 mm��c���ͼ����������d��̎��470mm ��
�ƌW�҂��l�F���Ƅ��О��ܜض��ݶ�����ğ�ë���������w��������������ĸ������ơ����ijߴ�׃��r���������l�]����Ҫ�����á�����LPBF�ӹ��^����������϶����Ҫ�����ǟ�ë������������ͨ���J��ĸ�����
�S��ë�����݅^�Ƅӣ����ٶ�����
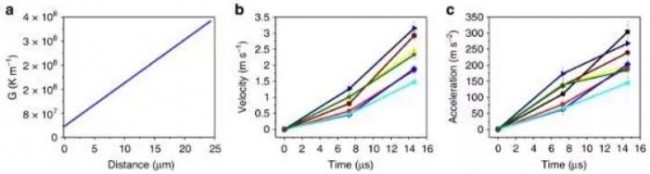
a �ض��ݶ�G ��׃�������ۻ�ǰ�أ��ۻ����g�Ĺ�Һ���棩�����݅^�ڡ��ض��ݶȳ����݅^�����ӡ�
b ͨ�^�r�g�������_���ٶȣ��S��ë�����݅^���ƄӶ����١�
c �S��ë�����݅^���Ƅӣ����ٶ����ӡ��`���ʾ�˜�ƫ�sd�����ӹ���r������ʞ�310 W�������ٶȞ�1 m s -1��
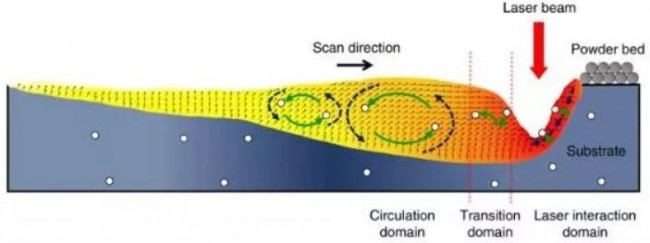
��϶�����W�������C�ơ�ʾ��D�@ʾ��LPBF�ӹ��^���п�϶�\�ӵĄ����W�Ϳ�϶�����C��
![]() ͨ�^��ë����������ë��
ͨ�^��ë����������ë��
�ƌW�҂��ѽ���AlSi10Mg��Ti6Al4V�Ͻ��M���ˌ�ͨ�^�ɷN�Ͻ��еğ�ë�������F�˿�϶�������@������ë�����ӵĿ�϶�����C�Ʋ������ض��ĺϽ�ϵ�y��
��֮���ƌW�҂�ͨ�^�fͬ�Y�Ϗ��s��ԭλ���Ͷ��������ģ���ҵ���һ�N��Ч��������3D��ӡ��ë�ęC�ơ�3D�ƌW�������@���ʾ�ğ�ë�����ӵ�ë�������C�ƿ��Ԟ��_�l���F�o��3D��ӡ�ķ����_��;������ጷ�3D��ӡ���g��ȫ��������
���⣬��ë�����ӵ�ë�������C��Ҳ����϶�ݻ�����Ҫ�����ض��ݶȵďV���о������I���зe�O��Ӱ푣����缤�⒁�⣬�����۸������ӣ����w���z���˷��������Ѻͻ��W���������о���
���~��ጣ�ҷ�������w�������������ٶȵĹ��wʩ�ӵ����@�����c�����ٶȷ����෴�䌍���������\������,ֻ���^�������ʩ�ӵ�,��ҷ�������_ָ�����w�����wʩ�ӵ���������ҷ�����f,��������������һ����,߀��Ħ��������ؕ�I��
�����Y�ϣ�Pore elimination mechanisms during 3D printing of metals/Nature Communications volume 10/Article number: 3088 (2019)
(؟�ξ���admin)

 MGA�t���ˣ���ϵ�y��˼
MGA�t���ˣ���ϵ�y��˼ ���ҽyӋ�֣��Ї�3D��ӡ�O
���ҽyӋ�֣��Ї�3D��ӡ�O ICC���ƶ�������3D��ӡ��
ICC���ƶ�������3D��ӡ�� �������������ٷ�ĩ����
�������������ٷ�ĩ���� ���Ų�����Ҏ�����I��3D��
���Ų�����Ҏ�����I��3D�� 2027��aֵͻ��1500�|Ԫ��
2027��aֵͻ��1500�|Ԫ��- ��MGA�t���ˣ���ϵ�y��˼�S�Ƴ�3D��ӡ
- ��һ�ԾŶ��[���C��Ū�ٳ��������A��ʲô
- �����������ϔ��_������ϲ��ؔ����ʲô
- ��Ұ��឵ģ��む�~����ʲô��Ф�����Z�
- ������ɫ��ʲô��Ф�����Z��x����䌍
- ������ŏ���ʲô��Ф�����Z��x����䌍
- ���e���YԴ�����鰵Ͷ����֪�o����������
- ��Ħ��̫�����o�D�o�^�����ﴹឺ�������
- ����ʯ�|ɽ��ʮ�������������^��ʲô
- ������̤����δ�зִ磬��Ц���˿�������
 ����2023��ȫ��ˎ
����2023��ȫ��ˎ 3D��ӡ-��������
3D��ӡ-�������� ����������֪�R�w
����������֪�R�w 2021���Ї���31ʡ
2021���Ї���31ʡ ȫ�̘˜ʅf��
ȫ�̘˜ʅf�� ë��SLM����3D
ë��SLM����3D- �����o�ȴ�һ�ʴ_��Ф�����Z��ጽ��x��
- �������һ������һ���_��Ф���~�Z�����
- �������һ������һ���_��Ф�����Z��ጽ�
- �����S��Ů�������_��һФ���~�Z��x���
- ��������Ф�����ˣ��e���N����L����ָʲ
- ���|����ϲ�g��������`��������ָʲ
- �����o����ʲô��Ф�����x���Z�䌍
- �����S��Ů������һ���_��Ф���~�Z�����
- ���f�̵�����һ�ʴ_��Ф�����Z��ጽ��x��
- �����o����ʲô��Ф���~�Z����䌍


