�Ͽƴ�CoCo���C�����B�m(x��)�w�S����(qi��ng)��(f��)�ϲ������������е��O(sh��)Ӌ(j��)�C(j��)���̈́�(chu��ng)��(y��ng)��
�r(sh��)�g��2022-01-13 11:05 ��(l��i)Դ����(f��)�ϲ������W(xu��) ���ߣ�admin ��x����
�������켼�g(sh��)���ܿ��١���Ч��(chu��ng)����ж�N���ϡ���(f��)�s�Y(ji��)��(g��u)�ͼ��ɹ��ܵĮa(ch��n)Ʒ���V���P(gu��n)ע��ԓ׃�\�g(sh��)�İl(f��)չҲ���B�m(x��)�w�S����(qi��ng)�ۺ����(f��)�ϲ��������I(l��ng)��(l��i)���C(j��)����Ȼ�����F(xi��n)���о����������ע�ڹ�ˇ���O(sh��)���_�l(f��)����δ��ֺ�ϵ�y(t��ng)�������B�m(x��)�w�S����(qi��ng)�ۺ����(f��)�����ļ��g(sh��)(Continuous
Fiber Reinforced Polymer Composite- Additive Manufacturing,
CFRP-AM)������(l��i)�������O(sh��)Ӌ(j��)���g�Ԍ�(sh��)�F(xi��n)�a(ch��n)Ʒ��(chu��ng)���c��(y��ng)�á�ᘌ�(du��)ԓ�F(xi��n)��Ϸ��Ƽ���W(xu��)�ܮ�����������ڈF(tu��n)�(du��)�����ڡ�Composites
Communications���ϰl(f��)�����}�顰Additive manufacturing of continuous fiber
reinforced polymer composites: Design opportunities and novel
applications�����о��C��Փ�ģ���(du��)�B�m(x��)�w�S����(qi��ng)�ۺ����(f��)�����������е��O(sh��)Ӌ(j��)�C(j��)���̈́�(chu��ng)��(y��ng)���M(j��n)����ϵ�y(t��ng)���������U����ԓ�о��I(l��ng)��Į�(d��ng)ǰ�M(j��n)չ��δ��(l��i)�l(f��)չڅ��(sh��)��ԓ�ďĹ��Թ���������l(f��)���Y(ji��)�F(xi��n)��CFRP-AM���g(sh��)����������B�m(x��)�w�S����(qi��ng)��(f��)�������O(sh��)Ӌ(j��)�ĺ��ĸ�����c(di��n)���@���ϡ���ˇ�ͽY(ji��)��(g��u)���O(sh��)Ӌ(j��)�������O(sh��)Ӌ(j��)��(w��n)�}�����˼·��չ����ͨ�^(gu��)CFRP-AM���g(sh��)�x�ܵ����ܿ�׃�w�����܂��С������惦(ch��)�Լ������ϵȄ�(chu��ng)��(y��ng)�á�
1.�����B�m(x��)�w�S����(qi��ng)��(f��)�������O(sh��)Ӌ(j��)
ͬ���y(t��ng)���칤ˇ����RTM��FW��ATP/AFP�ȣ���ȣ�CFRP-AM�����xɢ-�ѷeԭ�����O����������B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϵ��O(sh��)Ӌ(j��)���ɶȣ����S���c(di��n)����������w�S�ֲ���������O(sh��)Ӌ(j��)׃���ԝM������(f��)�s������������D1��ʾ��CFRP-AM���O(sh��)Ӌ(j��)���g�Ʉ��֞���ϡ���ˇ���Y(ji��)��(g��u)������(g��)�O(sh��)Ӌ(j��)���O(sh��)Ӌ(j��)����и߾S�Ⱥ͏�(qi��ng)��ϵ�������������Ŀ��(bi��o)�ܴ����O(sh��)Ӌ(j��)����(sh��)Ӱ��҅���(sh��)�g������P(gu��n)(li��n)���á���������(zh��n)Ҫ�������B�m(x��)�w�S����(qi��ng)��(f��)�������O(sh��)Ӌ(j��)������횲��ö��W(xu��)�ƅf(xi��)ͬ��(y��u)��˼�룬�ڿ��]����s������r�£����@����-��ˇ-�Y(ji��)��(g��u)-����ӳ���P(gu��n)ϵ�����(f��)�����ĵĶ������O(sh��)Ӌ(j��)Ŀ��(bi��o)��
2.CFRP-AM���g(sh��)
2.1.CFRP-AM���g(sh��)���ܽY(ji��)��(g��u)
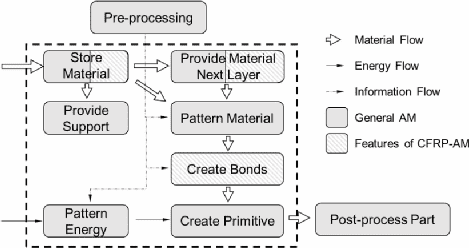
��D2��ʾ��CFRP-AM���g(sh��)�Ĺ��ܽY(ji��)��(g��u)ͬ��Ҏ(gu��)�������칤ˇ���ƣ�����(du��)���ϴ惦(ch��)������ݔ��ͽ���ճ�Ϸ�����ڪ�(d��)�������̎����Ԍ��˹��ܽY(ji��)��(g��u)��Dͬ�ΑB(t��i)���܌W(xu��)��ꇽY(ji��)����������O(sh��)Ӌ(j��)������ָ��(d��o)�l(f��)���µ�CFRP-AM��ˇ��
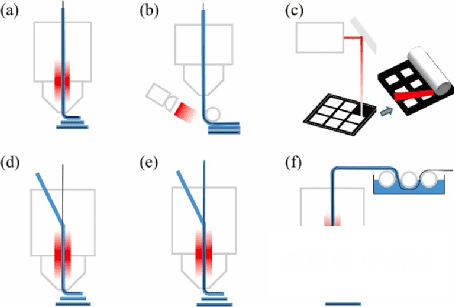
���У��ۺ�����w������(qi��ng)�w�S֮�g��ճ�������P(gu��n)�I���ӹ��ܡ��D3�w�{�����NCFRP-AM���w�S�c���wճ�ϵķ�����1)�A(y��)���n����2)�ھ����n����3)ԭλ���n������(du��)���A(y��)���n�����w������(qi��ng)���Ϸքe�Ƃ��z�ģ��D 3 (a)�������ģ��D 3 (b)����Ƭ�ģ��D 3 (c)����ʽ���A(y��)���ϡ���(du��)��ԭλ���n�����w�S�����A(y��)����(r��n)���w�S�ڇ����(n��i)���D������D 3��d���ͣ�e����ʾ���M(j��n)�ϙC(j��)��(g��u)���Ի����X݆���������ݗU�ȷ�ʽ�����⣬Ҳ���Բ�����D3��f����ʾ���ھ����n������
2.2.CFRP-AM���g(sh��)���
�M�܇�(gu��)�H��(bi��o)��(zh��n)���x������������켼�g(sh��)��������CFRP��(f��)�������������Ҫ�������ϔD����ME���������������e��DED���ͷӌ�(sh��)�w���죨LOM��������g(sh��)��
2.2.1.���ϔD�����g(sh��)
���ϔD�����g(sh��)���ڹ���ԭ����(ji��n)�Ρ����a(ch��n)�ɱ��^�ͣ���Ŀǰ��(y��ng)�����V�����w�S����(qi��ng)�ۺ����(f��)�����ļ��g(sh��)�����P(gu��n)�O(sh��)��H�茦(du��)��������(ji��n)Ҫ��׃����Q����ĥ���Ϻ̓�(y��u)����(n��i)��ǻ�������Ɍ�(sh��)�F(xi��n)�����w�S����(qi��ng)�ľۺ����(f��)�ļӹ���Ȼ����ᘌ�(du��)�B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϼӹ����O(sh��)���ܛ��Ӳ����������O(sh��)Ӌ(j��)���������w�S�M(j��n)�Ͽڡ��w�S�Д��C(j��)��(g��u)�ȡ�ֵ��ע�����һЩ��(chu��ng)�½�Q���������w�e���Ϲ���(y��ng)�����ټӟᡢ�A(y��)�ᡢͿ�z���߉����n�ͳ��o�����n��Ҳ�ѱ��Á�(l��i)�M(j��n)һ���������Ч�ʡ����Ⱥ��|(zh��)������D4��ʾ���������S (3D) ��ԭ�����B�m(x��)�w�S����(qi��ng)�ۺ����(f��)�����ļ��g(sh��)�ܴ����ߴ�ӡ�ٶȡ�
2.2.2.�����ܳ��e���g(sh��)
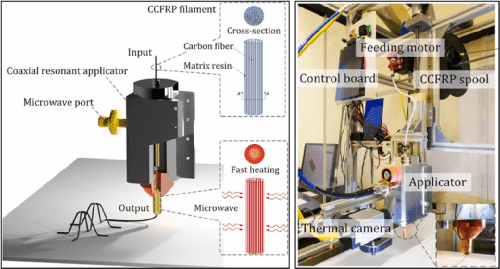
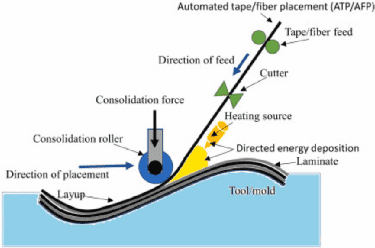
��D5��ʾ�������ܳ��e���g(sh��)Ҳ������CFRP-AM��ͨ�^(gu��)ͬ���Ƅ�(d��ng)���Ϻ�����Դ�Ԍ�(sh��)�F(xi��n)�Y(ji��)��(g��u)�����͡�ԓ���g(sh��)�þ۽���Դ(�缤��)����ԭ�ϣ�����ԭ��ֱ���͵��۳أ����Dz��ϔD�����g(sh��)�еć����(n��i)�ۻ��������ܳ��e���g(sh��)߀��ͬ���ι�ˇ�Y(ji��)�ϣ�����݁��݆�Ȍ�(du��)�ѳ��e���M(j��n)�Љ���(sh��)���������ն���ȱ�ݣ���(sh��)�F(xi��n)�����|(zh��)������ߡ�DED���g(sh��)�����������С����͏�(f��)�ϲ��Ϙ�(g��u)�������Ҹ�Ч����Դ����ʹ������ஔ(d��ng)�ߵij��e���ʡ����⣬���е�����Դʹԓ��ˇ�m���ڸ����ܹ������ϵļӹ��������@��Ͼ����^�ߵ����ڜضȺ�ճ�ȣ����yͨ�^(gu��)���ϔD�����졣�M��DED�^(gu��)����ijЩ����ͬATP/AFP�^(gu��)����ƣ���������Ƃ�����ʸ������Ը���(f��)�s��CFRP��(f��)�ϲ��ϡ�
2.2.3.�ӌ�(sh��)�w���켼�g(sh��)
�D6��ʾ����͵�LOM��ˇʾ��D��ԓ���g(sh��)���A(y��)����Ƭ����ԭ�ϲ����и�ѯB��ճ�����γ����S��(sh��)�w������LOM��ˇԭ����(d��)�أ��H��̎���Π�݆����������(g��)�M����^(q��)������܌�(sh��)�F(xi��n)��Ч���졣���⣬���Â��y(t��ng)�����Ƃ���A(y��)����ʹ���Ƴɼ������^���w�S�w�e��?j��n)?sh��)���^��(qi��ng)�w�S-���|(zh��)���档
3.CFRP-AM�O(sh��)Ӌ(j��)�C(j��)��
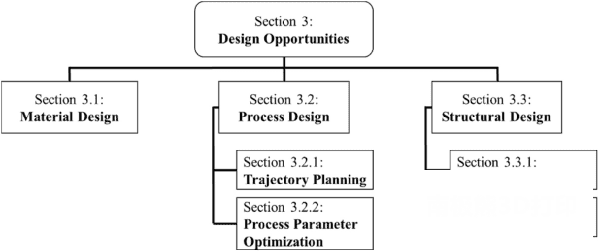
���^�ڂ��y(t��ng)���췽����CFRP-AM���O(sh��)Ӌ(j��)�漰���ϡ���ˇ�ͽY(ji��)��(g��u)���O(sh��)Ӌ(j��)���׃�����O�����չ�ˏ�(f��)�Ę�(g��u)�����O(sh��)Ӌ(j��)���g�����¹�(ji��)ϵ�y(t��ng)�ؿ��Y(ji��)��ÿ��(g��)�O(sh��)Ӌ(j��)�I(l��ng)���Ӌ(j��)��������������(y��ng)���O(sh��)Ӌ(j��)���ԣ��Գ���ھ�������@һ�·f���O(sh��)Ӌ(j��)���g��
��CFRP-AM�У����w������(qi��ng)���Ϻ����ӄ����ϵ��x���V���D8���Y(ji��)�˳��ò��ϼ������W(xu��)���ܡ����У����w������Ҫ���������Ժ͟���Ԙ�֬������ABS��PLA��PC��TPU��PETG��PEEK�ȡ�����(qi��ng)������Ҫ��̼�w�S�������w�S��Kevlar�w�S����Ȼ�S���w�S�Լ������w�S�����ӄ���Ҫ����̼�{�ܣ�CNTs����ʯīϩ�{���I(GNPs)�Ͱ�����NH2-���ȡ����⣬CFRP-AM߀��Ҫ�м�(x��)���]���w������(qi��ng)���ϱ˴˵ğᡢ�����ͻ��W(xu��)���ܡ���1�o���˲�ͬ3D��ӡ���g(sh��)�������CFRP��(f��)�ϲ��ϵ����W(xu��)���ܡ�
3.2.��ˇ�O(sh��)Ӌ(j��)
3.2.1.܉�EҎ(gu��)��
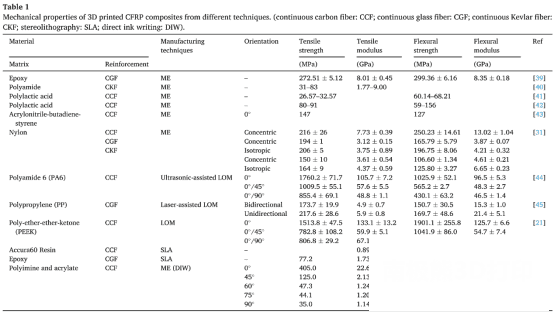
�w�S���W(xu��)���ܵĸ�����ʹ���w�S���܉�EҎ(gu��)���ɞ�Q����(g��u)�����w����һ��(g��)�P(gu��n)�I���ء������ڵ��о��У�CFRP-AM�е��w�S������Ҫ��ͨ�^(gu��)��(du��)���ϔD����ˇ��ֱ������X��݆������C�Ⱥ�(ji��n)�����D���M(j��n)���Ķ��Á�(l��i)�����m(x��)�о���u���]С�D(zhu��n)�ǡ������ʰ돽�ȹ�ˇ�s������(l��i)�Ĵ�ӡȱ�ݣ���(du��)�w�S·���M(j��n)���˸��M(j��n)�Ԝp���w�S�����l�ʣ����������D(zhu��n)����ͬ�r(sh��)����(y��u)���˴�ӡ�g�����دB���Ա����������Ϳ�϶�Ȇ�(w��n)�}�����⣬ϣ�����ء����������ȏ�(f��)�s�����D����Ӌ(j��)����еĽ�(j��ng)���㷨����W��·�����Ї�(gu��)�]�(w��n)�}Ҳ�������w�S·����܉�EҎ(gu��)���о���
���ڵ��о���Ҫ�۽���ͨ�^(gu��)Ӌ(j��)���O(sh��)Ӌ(j��)������(sh��)�F(xi��n)��ͬ���r�¸����(f��)�s�w�S���·�����Ԅ�(d��ng)�����ɷ������ԫ@�����W(xu��)���ܸ��郞(y��u)���ď�(f��)�Ę�(g��u)����ԓ�����ĺ����ǻ���������Ԫ���Ȟ�����Ĕ�(sh��)ֵ���������Դ_���ֲ����w�S������w�e��?j��n)?sh��)��ԓ���������Ծ��І�һ�w�Sȡ��;����w�S�w�e��?j��n)?sh��)�ď�(f��)�ϲ��������ʼ�O(sh��)Ӌ(j��)��Ȼ���ڽo��߅��ͺ��d�l���£�ͨ�^(gu��)��(sh��)ֵ��������ԓ��ʼ�O(sh��)Ӌ(j��)��ͨ�^(gu��)��(du��)�����Y(ji��)���к��d���f��r���^�죬����(j��)��ͬ���O(sh��)Ӌ(j��)��(zh��n)�t��(l��i)����(f��)�ϲ����еľֲ��w�S܉�E�����õ��O(sh��)Ӌ(j��)��(zh��n)�t�������w����(Ҋ(ji��n)�D9 (a))������(y��ng)���E��(Ҋ(ji��n)�D9 (b)��(c))��ָ����(y��ng)��ʸ��(Ҋ(ji��n)�D9 (d))������˥�pʸ���Լ���Ϸ���������(j��)�O(sh��)Ӌ(j��)���Ƿ���Ҫ���m(x��)������ԓ�������M(j��n)һ�����֞�һ���ԺͶ�ε����ɷN��͡�һ���Է��ڲ����]�����O(sh��)Ӌ(j��)�c��ʼ�O(sh��)Ӌ(j��)֮�g�����r�£���(du��)�w�S��䁃H�������O(sh��)Ӌ(j��)��(zh��n)�t�M(j��n)�и��¡����������t���m(x��)ԓ�^(gu��)�̣�����(f��)�����O(sh��)Ӌ(j��)�������Y(ji��)������(du��)�Ȍ�(sh��)�H���ܺ��A(y��)�����ܵIJ��ֱ���_(d��)���Ք��ޣ���Ƀ�(y��u)����
���S���SCFRP-AM���g(sh��)����څ���죬��(sh��)�F(xi��n)3�S���g��ӡ܉�E��ȡ���F(xi��n)��2.5�S���g��ӡ܉�E�ѳɞ���ܡ���D10 (a)��ʾ���~����������ɶ����Sʹ�����挦(du��)ģ���M(j��n)����Ƭ�����ӌ��g���|��e����(sh��)�F(xi��n)���g�Y(ji��)��������ߡ�ͬ�r(sh��)����ӡ�����Ɇ�һ����׃?y��u)����(g��)������Ԝp��?g��u)?f��)�ϲ��ϸ����ԡ����⣬���S���e߀��ͨ�^(gu��)��(y��u)���P(gu��n)�I���ܱ���Ĵ�ӡ·����(l��i)�pС�A��Ч��(y��ng)����߱���❍�ȣ���D10 (b)��ʾ�����⣬3D��ӡ܉�E����(y��u)���Ա������S�����Լ��p����̎���Ĺ�������
1.�����B�m(x��)�w�S����(qi��ng)��(f��)�������O(sh��)Ӌ(j��)
ͬ���y(t��ng)���칤ˇ����RTM��FW��ATP/AFP�ȣ���ȣ�CFRP-AM�����xɢ-�ѷeԭ�����O����������B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϵ��O(sh��)Ӌ(j��)���ɶȣ����S���c(di��n)����������w�S�ֲ���������O(sh��)Ӌ(j��)׃���ԝM������(f��)�s������������D1��ʾ��CFRP-AM���O(sh��)Ӌ(j��)���g�Ʉ��֞���ϡ���ˇ���Y(ji��)��(g��u)������(g��)�O(sh��)Ӌ(j��)���O(sh��)Ӌ(j��)����и߾S�Ⱥ͏�(qi��ng)��ϵ�������������Ŀ��(bi��o)�ܴ����O(sh��)Ӌ(j��)����(sh��)Ӱ��҅���(sh��)�g������P(gu��n)(li��n)���á���������(zh��n)Ҫ�������B�m(x��)�w�S����(qi��ng)��(f��)�������O(sh��)Ӌ(j��)������횲��ö��W(xu��)�ƅf(xi��)ͬ��(y��u)��˼�룬�ڿ��]����s������r�£����@����-��ˇ-�Y(ji��)��(g��u)-����ӳ���P(gu��n)ϵ�����(f��)�����ĵĶ������O(sh��)Ӌ(j��)Ŀ��(bi��o)��
�D 1. �����B�m(x��)�w�S����(qi��ng)��(f��)�����ĵ��O(sh��)Ӌ(j��)�����P(gu��n)����
2.CFRP-AM���g(sh��)
2.1.CFRP-AM���g(sh��)���ܽY(ji��)��(g��u)
��D2��ʾ��CFRP-AM���g(sh��)�Ĺ��ܽY(ji��)��(g��u)ͬ��Ҏ(gu��)�������칤ˇ���ƣ�����(du��)���ϴ惦(ch��)������ݔ��ͽ���ճ�Ϸ�����ڪ�(d��)�������̎����Ԍ��˹��ܽY(ji��)��(g��u)��Dͬ�ΑB(t��i)���܌W(xu��)��ꇽY(ji��)����������O(sh��)Ӌ(j��)������ָ��(d��o)�l(f��)���µ�CFRP-AM��ˇ��
�D 2. CFRP-AM���g(sh��)�Ĺ��ܽY(ji��)��(g��u)����ͬ��Ҏ(gu��)��������ą^(q��)�e
���У��ۺ�����w������(qi��ng)�w�S֮�g��ճ�������P(gu��n)�I���ӹ��ܡ��D3�w�{�����NCFRP-AM���w�S�c���wճ�ϵķ�����1)�A(y��)���n����2)�ھ����n����3)ԭλ���n������(du��)���A(y��)���n�����w������(qi��ng)���Ϸքe�Ƃ��z�ģ��D 3 (a)�������ģ��D 3 (b)����Ƭ�ģ��D 3 (c)����ʽ���A(y��)���ϡ���(du��)��ԭλ���n�����w�S�����A(y��)����(r��n)���w�S�ڇ����(n��i)���D������D 3��d���ͣ�e����ʾ���M(j��n)�ϙC(j��)��(g��u)���Ի����X݆���������ݗU�ȷ�ʽ�����⣬Ҳ���Բ�����D3��f����ʾ���ھ����n������
�D 3. �w�S�c���|(zh��)ճ�ϵIJ�ͬ��Q����
2.2.CFRP-AM���g(sh��)���
�M�܇�(gu��)�H��(bi��o)��(zh��n)���x������������켼�g(sh��)��������CFRP��(f��)�������������Ҫ�������ϔD����ME���������������e��DED���ͷӌ�(sh��)�w���죨LOM��������g(sh��)��
2.2.1.���ϔD�����g(sh��)
���ϔD�����g(sh��)���ڹ���ԭ����(ji��n)�Ρ����a(ch��n)�ɱ��^�ͣ���Ŀǰ��(y��ng)�����V�����w�S����(qi��ng)�ۺ����(f��)�����ļ��g(sh��)�����P(gu��n)�O(sh��)��H�茦(du��)��������(ji��n)Ҫ��׃����Q����ĥ���Ϻ̓�(y��u)����(n��i)��ǻ�������Ɍ�(sh��)�F(xi��n)�����w�S����(qi��ng)�ľۺ����(f��)�ļӹ���Ȼ����ᘌ�(du��)�B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϼӹ����O(sh��)���ܛ��Ӳ����������O(sh��)Ӌ(j��)���������w�S�M(j��n)�Ͽڡ��w�S�Д��C(j��)��(g��u)�ȡ�ֵ��ע�����һЩ��(chu��ng)�½�Q���������w�e���Ϲ���(y��ng)�����ټӟᡢ�A(y��)�ᡢͿ�z���߉����n�ͳ��o�����n��Ҳ�ѱ��Á�(l��i)�M(j��n)һ���������Ч�ʡ����Ⱥ��|(zh��)������D4��ʾ���������S (3D) ��ԭ�����B�m(x��)�w�S����(qi��ng)�ۺ����(f��)�����ļ��g(sh��)�ܴ����ߴ�ӡ�ٶȡ�
�D 4.�����B�m(x��)̼�w�S����(qi��ng)�����ԏ�(f��)�ϲ��ϵ�3D����ӡ��ˇ�����ң�3D����ӡ�C(j��)
2.2.2.�����ܳ��e���g(sh��)
��D5��ʾ�������ܳ��e���g(sh��)Ҳ������CFRP-AM��ͨ�^(gu��)ͬ���Ƅ�(d��ng)���Ϻ�����Դ�Ԍ�(sh��)�F(xi��n)�Y(ji��)��(g��u)�����͡�ԓ���g(sh��)�þ۽���Դ(�缤��)����ԭ�ϣ�����ԭ��ֱ���͵��۳أ����Dz��ϔD�����g(sh��)�еć����(n��i)�ۻ��������ܳ��e���g(sh��)߀��ͬ���ι�ˇ�Y(ji��)�ϣ�����݁��݆�Ȍ�(du��)�ѳ��e���M(j��n)�Љ���(sh��)���������ն���ȱ�ݣ���(sh��)�F(xi��n)�����|(zh��)������ߡ�DED���g(sh��)�����������С����͏�(f��)�ϲ��Ϙ�(g��u)�������Ҹ�Ч����Դ����ʹ������ஔ(d��ng)�ߵij��e���ʡ����⣬���е�����Դʹԓ��ˇ�m���ڸ����ܹ������ϵļӹ��������@��Ͼ����^�ߵ����ڜضȺ�ճ�ȣ����yͨ�^(gu��)���ϔD�����졣�M��DED�^(gu��)����ijЩ����ͬATP/AFP�^(gu��)����ƣ���������Ƃ�����ʸ������Ը���(f��)�s��CFRP��(f��)�ϲ��ϡ�
�D 5. ����CFRP-AM�Ķ����ܳ��e���g(sh��)
2.2.3.�ӌ�(sh��)�w���켼�g(sh��)
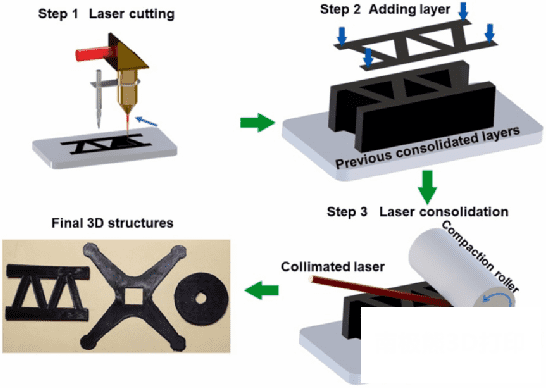
�D6��ʾ����͵�LOM��ˇʾ��D��ԓ���g(sh��)���A(y��)����Ƭ����ԭ�ϲ����и�ѯB��ճ�����γ����S��(sh��)�w������LOM��ˇԭ����(d��)�أ��H��̎���Π�݆����������(g��)�M����^(q��)������܌�(sh��)�F(xi��n)��Ч���졣���⣬���Â��y(t��ng)�����Ƃ���A(y��)����ʹ���Ƴɼ������^���w�S�w�e��?j��n)?sh��)���^��(qi��ng)�w�S-���|(zh��)���档
�D 6. ����CFRP-AM�ļ����o���ӌ�(sh��)�w���켼�g(sh��)
3.CFRP-AM�O(sh��)Ӌ(j��)�C(j��)��
���^�ڂ��y(t��ng)���췽����CFRP-AM���O(sh��)Ӌ(j��)�漰���ϡ���ˇ�ͽY(ji��)��(g��u)���O(sh��)Ӌ(j��)���׃�����O�����չ�ˏ�(f��)�Ę�(g��u)�����O(sh��)Ӌ(j��)���g�����¹�(ji��)ϵ�y(t��ng)�ؿ��Y(ji��)��ÿ��(g��)�O(sh��)Ӌ(j��)�I(l��ng)���Ӌ(j��)��������������(y��ng)���O(sh��)Ӌ(j��)���ԣ��Գ���ھ�������@һ�·f���O(sh��)Ӌ(j��)���g��
�D 7. ��3��(ji��)�ČӴ��P(gu��n)ϵ
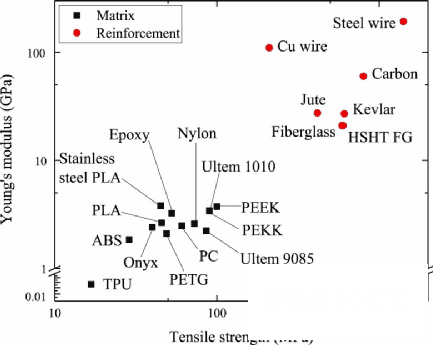
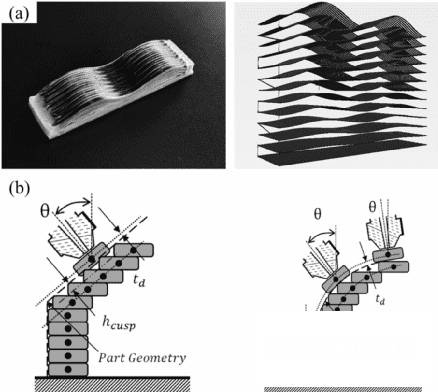
3.1.�����O(sh��)Ӌ(j��)��CFRP-AM�У����w������(qi��ng)���Ϻ����ӄ����ϵ��x���V���D8���Y(ji��)�˳��ò��ϼ������W(xu��)���ܡ����У����w������Ҫ���������Ժ͟���Ԙ�֬������ABS��PLA��PC��TPU��PETG��PEEK�ȡ�����(qi��ng)������Ҫ��̼�w�S�������w�S��Kevlar�w�S����Ȼ�S���w�S�Լ������w�S�����ӄ���Ҫ����̼�{�ܣ�CNTs����ʯīϩ�{���I(GNPs)�Ͱ�����NH2-���ȡ����⣬CFRP-AM߀��Ҫ�м�(x��)���]���w������(qi��ng)���ϱ˴˵ğᡢ�����ͻ��W(xu��)���ܡ���1�o���˲�ͬ3D��ӡ���g(sh��)�������CFRP��(f��)�ϲ��ϵ����W(xu��)���ܡ�
�D 8. ����CFRP-AM�IJ��ϼ������W(xu��)����
�� 1 ��ͬCFRP-AM���켼�g(sh��)�ď�(f��)�ϲ������W(xu��)���ܱ��^ (�B�m(x��)̼�w�S��CCF���B�m(x��)�����w�S��CGF���B�m(x��)Kevlar�w�S��CKF����̻����g(sh��)��SLA��īˮֱ�����g(sh��)��DIW)
3.2.��ˇ�O(sh��)Ӌ(j��)
3.2.1.܉�EҎ(gu��)��
�w�S���W(xu��)���ܵĸ�����ʹ���w�S���܉�EҎ(gu��)���ɞ�Q����(g��u)�����w����һ��(g��)�P(gu��n)�I���ء������ڵ��о��У�CFRP-AM�е��w�S������Ҫ��ͨ�^(gu��)��(du��)���ϔD����ˇ��ֱ������X��݆������C�Ⱥ�(ji��n)�����D���M(j��n)���Ķ��Á�(l��i)�����m(x��)�о���u���]С�D(zhu��n)�ǡ������ʰ돽�ȹ�ˇ�s������(l��i)�Ĵ�ӡȱ�ݣ���(du��)�w�S·���M(j��n)���˸��M(j��n)�Ԝp���w�S�����l�ʣ����������D(zhu��n)����ͬ�r(sh��)����(y��u)���˴�ӡ�g�����دB���Ա����������Ϳ�϶�Ȇ�(w��n)�}�����⣬ϣ�����ء����������ȏ�(f��)�s�����D����Ӌ(j��)����еĽ�(j��ng)���㷨����W��·�����Ї�(gu��)�]�(w��n)�}Ҳ�������w�S·����܉�EҎ(gu��)���о���
���ڵ��о���Ҫ�۽���ͨ�^(gu��)Ӌ(j��)���O(sh��)Ӌ(j��)������(sh��)�F(xi��n)��ͬ���r�¸����(f��)�s�w�S���·�����Ԅ�(d��ng)�����ɷ������ԫ@�����W(xu��)���ܸ��郞(y��u)���ď�(f��)�Ę�(g��u)����ԓ�����ĺ����ǻ���������Ԫ���Ȟ�����Ĕ�(sh��)ֵ���������Դ_���ֲ����w�S������w�e��?j��n)?sh��)��ԓ���������Ծ��І�һ�w�Sȡ��;����w�S�w�e��?j��n)?sh��)�ď�(f��)�ϲ��������ʼ�O(sh��)Ӌ(j��)��Ȼ���ڽo��߅��ͺ��d�l���£�ͨ�^(gu��)��(sh��)ֵ��������ԓ��ʼ�O(sh��)Ӌ(j��)��ͨ�^(gu��)��(du��)�����Y(ji��)���к��d���f��r���^�죬����(j��)��ͬ���O(sh��)Ӌ(j��)��(zh��n)�t��(l��i)����(f��)�ϲ����еľֲ��w�S܉�E�����õ��O(sh��)Ӌ(j��)��(zh��n)�t�������w����(Ҋ(ji��n)�D9 (a))������(y��ng)���E��(Ҋ(ji��n)�D9 (b)��(c))��ָ����(y��ng)��ʸ��(Ҋ(ji��n)�D9 (d))������˥�pʸ���Լ���Ϸ���������(j��)�O(sh��)Ӌ(j��)���Ƿ���Ҫ���m(x��)������ԓ�������M(j��n)һ�����֞�һ���ԺͶ�ε����ɷN��͡�һ���Է��ڲ����]�����O(sh��)Ӌ(j��)�c��ʼ�O(sh��)Ӌ(j��)֮�g�����r�£���(du��)�w�S��䁃H�������O(sh��)Ӌ(j��)��(zh��n)�t�M(j��n)�и��¡����������t���m(x��)ԓ�^(gu��)�̣�����(f��)�����O(sh��)Ӌ(j��)�������Y(ji��)������(du��)�Ȍ�(sh��)�H���ܺ��A(y��)�����ܵIJ��ֱ���_(d��)���Ք��ޣ���Ƀ�(y��u)����
�D 9.�w�S·����(y��u)������:(a)���w������(b)-(c)����(y��ng)����(d)ָ��(y��ng)��ʸ��
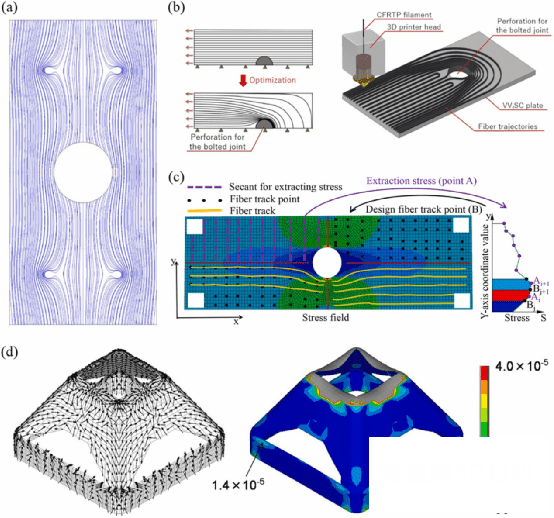
���S���SCFRP-AM���g(sh��)����څ���죬��(sh��)�F(xi��n)3�S���g��ӡ܉�E��ȡ���F(xi��n)��2.5�S���g��ӡ܉�E�ѳɞ���ܡ���D10 (a)��ʾ���~����������ɶ����Sʹ�����挦(du��)ģ���M(j��n)����Ƭ�����ӌ��g���|��e����(sh��)�F(xi��n)���g�Y(ji��)��������ߡ�ͬ�r(sh��)����ӡ�����Ɇ�һ����׃?y��u)����(g��)������Ԝp��?g��u)?f��)�ϲ��ϸ����ԡ����⣬���S���e߀��ͨ�^(gu��)��(y��u)���P(gu��n)�I���ܱ���Ĵ�ӡ·����(l��i)�pС�A��Ч��(y��ng)����߱���❍�ȣ���D10 (b)��ʾ�����⣬3D��ӡ܉�E����(y��u)���Ա������S�����Լ��p����̎���Ĺ�������
�D 10. (a)�Όӆ����������漰���(n��i)���Y(ji��)��(g��u)��3D��ӡCFRP��(f��)�ϲ���ԇ�ӣ�(b)ᘌ�(du��)��(f��)�s���w�ķ�������ӡ���ԣ��Ծ����A��Ч��(y��ng)����߱����|(zh��)��
(؟(z��)�ξ���admin)

��һƪ�������t(y��)Ժ��ȣ���Ѫ��3D��ӡ���R����(y��ng)�þC��
��һƪ�����A��W(xu��)���͏��ý����n�}�M: �������ļ�ǻ�ҵĹ��̻���(g��u)�������M(j��n)չ
��һƪ�����A��W(xu��)���͏��ý����n�}�M: �������ļ�ǻ�ҵĹ��̻���(g��u)�������M(j��n)չ
���P(gu��n)��(n��i)��
 ����(m��ng)����3D��ӡ����M����
����(m��ng)����3D��ӡ����M���� 16�q���������ִꡱ�ۯB��
16�q���������ִꡱ�ۯB�� 3D Systems ��(chu��ng)ʼ��Chuck H
3D Systems ��(chu��ng)ʼ��Chuck H �����AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�
�����AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ� ��h���S�մɿ���(j��ng)���R����
��h���S�մɿ���(j��ng)���R���� ������Ї�(gu��)��������a(ch��n)�I(y��)
������Ї�(gu��)��������a(ch��n)�I(y��)
- ������(m��ng)����3D��ӡ����M�����١���ʿ����
- ��16�q���������ִꡱ�ۯB���֙C(j��)��3D��ӡ
- ��3D Systems ��(chu��ng)ʼ��Chuck Hull��(d��ng)�x����(gu��)
- �������AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�W(xu��)���ٲ����c
- ����h���S�մɿ���(j��ng)���R�������I(y��)����(y��ng)����
- ��������Ї�(gu��)��������a(ch��n)�I(y��)�l(f��)չ��Ϥ�ߡ�
- �������꣺�������켼�g(sh��)�l(f��)չ��(d��ng)�B(t��i)����(gu��)Fr
- ����Թ⣺���������b��ɿ��ԙz�y(c��)�x����
����(n��i)��
- ������(m��ng)����3D��ӡ����M�����١���ʿ����
- ��16�q���������ִꡱ�ۯB���֙C(j��)��3D��ӡ
- ��3D Systems ��(chu��ng)ʼ��Chuck Hull��(d��ng)�x����(gu��)
- �������AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�W(xu��)���ٲ����c
- ����h���S�մɿ���(j��ng)���R�������I(y��)����(y��ng)����
- ��������Ї�(gu��)��������a(ch��n)�I(y��)�l(f��)չ��Ϥ�ߡ�
- �������꣺�������켼�g(sh��)�l(f��)չ��(d��ng)�B(t��i)����(gu��)Fr
- ����Թ⣺���������b��ɿ��ԙz�y(c��)�x����
- �����q���������������b���|(zh��)���ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��еđ�(y��ng)��
���]��(n��i)��
 �п�Ժ���ΈF(tu��n)�(du��)To
�п�Ժ���ΈF(tu��n)�(du��)To ���L���h��(chu��ng)ʼ��Ҧ
���L���h��(chu��ng)ʼ��Ҧ �㽭��W(xu��)�R������
�㽭��W(xu��)�R������ �����w���^(q��)�K朼�
�����w���^(q��)�K朼� �S�SԺʿ�F(tu��n)�(du��)��3D
�S�SԺʿ�F(tu��n)�(du��)��3D �O��ݽ��ڣ��߷�
�O��ݽ��ڣ��߷����c(di��n)��(n��i)��
- ����������r(sh��)���˳���3D��ӡ��δ��(l��i)����
- �����l(w��i)�tԺʿ�F(tu��n)�(du��)����������ܱ��ژ�(g��u)����
- �����A��W(xu��)Ҧ�W(xu��)�h���ڈF(tu��n)�(du��)��3D��ӡ�B�m(x��)�w
- �����L���h��(chu��ng)ʼ��Ҧ־�h����3D��ӡ�a(ch��n)Ʒ��
- ������Ƽ�������x���ʡ����֧Ӌ(j��)�����Ƽ�
- ��������Ժʿ�F(tu��n)�(du��)������ʽ��������ϥ�P(gu��n)��(ji��)
- ���Ͽƴ�CoCo���C�����B�m(x��)�w�S����(qi��ng)��(f��)��
- ������(gu��)��܊����(zh��n)���L(zh��ng)��3D��ӡ�������
- ����(gu��)���Ƽ���W(xu��)������Ⱥ��3D��ӡ��܊��(y��ng)
- ����h���S�մɿ���(j��ng)���R�������I(y��)����(y��ng)����


