�A�ƴ�W����픿���AM������������1388MPa���_�l�ĔD����ӡ����ӹ��ĵͳɱ�H13�
�r�g��2023-02-07 10:00 ��Դ�����όW�W ���ߣ�admin ��x����
���x���ɹ��w���ٷ�ĩ�����ھۺ���M�ɵďͺϲ��ϲ����IJ��ϔD�������������ͨ�^�S���Ó֬�͟��Y�g��������ٲ������@�N�ಽ�E���^�̾��еͳɱ�����Ч�ʡ���ȫ�ȃ��c������ͨ�^�ɲ�Ó֬��Ȼ����Y���������a�����ܶȞ�96.8%�ĸ��|��H13����������ј�Ʒ�У����p���^�Y�����F���w���R���w���ķֲ��Ǹ���ͬ�Եģ��]��Ԫ��ƫ�������Ѻ�ĘO�����쏊�Ⱥ����L�ʷքe��1388
�� 27 MPa��1.94 �� 0.05 %�����ھ��в�ͬ�Π���_�ſ�϶�ʵĿ���������������܄�Ó֬�r�g��∼96 h��∼2
h���ȣ��@���ɱȱ���e�Q���ġ���������Wģ���m���ڹ�Ӌ�_��϶��С��∼ 0.5 %
�Ę�Ʒ���܄�Ó֬�О顣�@Щ�l�F�郞����������g������������P�I��ˇ�ṩ��Ҋ�⣬��ͨ�^�̑B���Y���a����ͬ�ԡ���λ�e�ܶȽ�������ṩ��һ�N���������
�����������죨AM����Ҳ�Q��3D��ӡ��ͨ��ʹ�ø����������⣬��ӣ�늻��ȣ������Դ�����ٷ�ĩ�Ğ�ԭ����ֱ�Ӵ�ӡ���s�������@Щ�β��^���ڌW�g����I��ȡ�����ش��Mչ��Ȼ�������ڰ��F�ęC��������ɱ�����С����I�͂��w�����ҵą��c���㣬�����˽����������쑪�õ��Mһ���،����c�����β���ˇ�෴�����ڲ��ϵĽ���AM��һ���ಽ�E��ˇ��ͨ�^ԓ�^�̘������л������Π�ďͺϲ��ϲ�������ͨ�^Ó֬�͟��Y����̎���@���A�����ܡ�ԓԭ���������ھۺ���ӡˢ�����ڳ��e���ͣ�FDM���ͷ�ĩ/����ע����ͣ�PIM/MIM�������ڴ�ӡ�^���Л]�а��F�ğ�Դ�Ͷ��Ի���՚�գ��c���ڹ�����AM��ȣ������гɱ�Ч�档���⣬�������˹����T���Ŀ����ۻ�����������ĸߜ��ݶȺ����Ԇ��}����ˣ��@�N�g���������켼�g����ܵ�Խ��Խ����Pע��
���ϔD�������������죬���gճ����ͨ�^���ھۺ����ճ�ρ팍�F�ġ���ɲ���ͨ���Q��������Ȼ���������^���z�^�̣�ͨ�������܄������͟����z����Ó֬�^���У�ճ�τ���uȥ���������Ҫ������ԭʼ�Π���˴_���܄�Ó֬������ęCе�����ԣ�ճ�τ�ͨ���ɎN�����ԺͲ����ԳɷֽM�ɡ����Y�ڟ�Ó֬���_ʼ���ڴ����g�����ٷ�ĩ�ڽӽ���ĩ���c�Ĝض�����Uɢ����ˣ����Y�������տs���@���ġ����˵����@�NӰ푣��c�OӋ�ߴ���ȣ���Ҫ�Ŵ��ӡģ�͡�
��ӡԭ�ϵ��Π���w���������w�����L�z���̰��ȡ����ڏĴ�ӡ����D����ԭ�Ϻ��й��w���ٷ�ĩ�����ڟ����Բ��ϣ���˿��ԷQ�����w���e���ͣ�SDM�����ԅ^�e�����ھۺ����ӡ��FDM ��ʹ��ֱ����1.75/3���ďͺϾ��Ŀ����m��FDM��ӡ�C���Ķ��������_�l�y�Ⱥ�ܛ����Ӳ���ijɱ�������FDM��ӡ�C����K�Ñ�����ُ�I�ͺϼ��z����ӡ�������������ߣ���̎��������ԭ�Ϲ����̻�������M�С�����Markforged��BASF���������ǘӣ��@�N��Q�����������ֹ���õġ��о��ˆT�ѽ��ɹ��������˺Ͻ���մ������䓣�懣�Ӳ���٣����ٲ���������䆣������X�ȡ�
Ȼ�����@��������һ�����gȱ�ݣ��L�z��횾������õ����g�Ժ͏��ȣ����ڃ��桢�Ƃ�ʹ�ӡ�����ߣ����z�ļӺs�̞�̗U�Ը������ܣ�Ŀǰ�ѽ���ճ�τ����_�l�ͺ�̎�탞���M����һЩ�о���Cano�����_�l��һ�N������������䆵����Ͷ�M��ճ�τ�ϵ�y���Y�������������m��ճ�Y���������܄�Ó֬������_�ѡ��_�ѵ�ȱ�ݡ�Wagner�����_�l��һ�Nճ�τ�ϵ�y��ԓ�wϵ����һ����������机̓ɂ������Ծۺ����������f���܄�Ó֬�^���е��ܽ�����W���F�����A���О顣Coffigniez�����_�l��һ��ģ�́��u��Ó֬/���Y�l����Ti-6Al-4V�_�ּܽY�������ܵ�Ӱ푡����⣬�Π�����Ҳ��Ӱ��܄�Ó֬��Thompson���ˈ���f�����ڱں��2����ԇ�ӣ�ȥ��99%�Ŀ�����ճ�τ���Ҫ24С�r�������ڱں��6����ԇ�ӣ����@�����ӵ�57С�r�������Y���������ڶಽ�E�^���У�Ӱ푘�Ʒ�|�������غܶࡣ��Ȼȱ��ᘌ���ͬ���ϵ������ͷ����Ĺ�ˇָ�ϡ����⣬�܄����z�����ĵĕr�gͨ����Ҫ��ʮС�r��һ�ܣ�ռ���˴�̎��r�g����3D��ӡ��Ʒ��Ó֬�О�Ҳȱ���˽⡣
���A�пƼ���W�����ѽ��ڈF꠵��о��У�Ŀ�˲�����H13䓣������Ѓ����ęCе���ܣ��ǹ��ߺ�ģ���ИI��ʹ����V�����֮һ��ͨ�^�ɲ�Ó֬��Ȼ����Y���������a�����ܶȞ�96.8%�ĸ��|��H13����������ј�Ʒ�У����p���^�Y�����F���w���R���w���ķֲ��Ǹ���ͬ�Եģ��]��Ԫ��ƫ�������Ѻ�ĘO�����쏊�Ⱥ����L�ʷքe��1388 �� 27 MPa��1.94 �� 0.05 %�����ھ��в�ͬ�Π���_�ſ�϶�ʵĿ������������|��������������������ṩ�����Ԕ����ָ�������P�о��ɹ����}��Developing cost-effective indirect manufacturing of H13 steel from extrusion-printing to post-processing���l������������픿�Additive Manufacturing�ϡ�
朽ӣ�https://www.sciencedirect.com/sc ... i/S2214860422007734

�����������죨AM����Ҳ�Q��3D��ӡ��ͨ��ʹ�ø����������⣬��ӣ�늻��ȣ������Դ�����ٷ�ĩ�Ğ�ԭ����ֱ�Ӵ�ӡ���s�������@Щ�β��^���ڌW�g����I��ȡ�����ش��Mչ��Ȼ�������ڰ��F�ęC��������ɱ�����С����I�͂��w�����ҵą��c���㣬�����˽����������쑪�õ��Mһ���،����c�����β���ˇ�෴�����ڲ��ϵĽ���AM��һ���ಽ�E��ˇ��ͨ�^ԓ�^�̘������л������Π�ďͺϲ��ϲ�������ͨ�^Ó֬�͟��Y����̎���@���A�����ܡ�ԓԭ���������ھۺ���ӡˢ�����ڳ��e���ͣ�FDM���ͷ�ĩ/����ע����ͣ�PIM/MIM�������ڴ�ӡ�^���Л]�а��F�ğ�Դ�Ͷ��Ի���՚�գ��c���ڹ�����AM��ȣ������гɱ�Ч�档���⣬�������˹����T���Ŀ����ۻ�����������ĸߜ��ݶȺ����Ԇ��}����ˣ��@�N�g���������켼�g����ܵ�Խ��Խ����Pע��
���ϔD�������������죬���gճ����ͨ�^���ھۺ����ճ�ρ팍�F�ġ���ɲ���ͨ���Q��������Ȼ���������^���z�^�̣�ͨ�������܄������͟����z����Ó֬�^���У�ճ�τ���uȥ���������Ҫ������ԭʼ�Π���˴_���܄�Ó֬������ęCе�����ԣ�ճ�τ�ͨ���ɎN�����ԺͲ����ԳɷֽM�ɡ����Y�ڟ�Ó֬���_ʼ���ڴ����g�����ٷ�ĩ�ڽӽ���ĩ���c�Ĝض�����Uɢ����ˣ����Y�������տs���@���ġ����˵����@�NӰ푣��c�OӋ�ߴ���ȣ���Ҫ�Ŵ��ӡģ�͡�
��ӡԭ�ϵ��Π���w���������w�����L�z���̰��ȡ����ڏĴ�ӡ����D����ԭ�Ϻ��й��w���ٷ�ĩ�����ڟ����Բ��ϣ���˿��ԷQ�����w���e���ͣ�SDM�����ԅ^�e�����ھۺ����ӡ��FDM ��ʹ��ֱ����1.75/3���ďͺϾ��Ŀ����m��FDM��ӡ�C���Ķ��������_�l�y�Ⱥ�ܛ����Ӳ���ijɱ�������FDM��ӡ�C����K�Ñ�����ُ�I�ͺϼ��z����ӡ�������������ߣ���̎��������ԭ�Ϲ����̻�������M�С�����Markforged��BASF���������ǘӣ��@�N��Q�����������ֹ���õġ��о��ˆT�ѽ��ɹ��������˺Ͻ���մ������䓣�懣�Ӳ���٣����ٲ���������䆣������X�ȡ�
Ȼ�����@��������һ�����gȱ�ݣ��L�z��횾������õ����g�Ժ͏��ȣ����ڃ��桢�Ƃ�ʹ�ӡ�����ߣ����z�ļӺs�̞�̗U�Ը������ܣ�Ŀǰ�ѽ���ճ�τ����_�l�ͺ�̎�탞���M����һЩ�о���Cano�����_�l��һ�N������������䆵����Ͷ�M��ճ�τ�ϵ�y���Y�������������m��ճ�Y���������܄�Ó֬������_�ѡ��_�ѵ�ȱ�ݡ�Wagner�����_�l��һ�Nճ�τ�ϵ�y��ԓ�wϵ����һ����������机̓ɂ������Ծۺ����������f���܄�Ó֬�^���е��ܽ�����W���F�����A���О顣Coffigniez�����_�l��һ��ģ�́��u��Ó֬/���Y�l����Ti-6Al-4V�_�ּܽY�������ܵ�Ӱ푡����⣬�Π�����Ҳ��Ӱ��܄�Ó֬��Thompson���ˈ���f�����ڱں��2����ԇ�ӣ�ȥ��99%�Ŀ�����ճ�τ���Ҫ24С�r�������ڱں��6����ԇ�ӣ����@�����ӵ�57С�r�������Y���������ڶಽ�E�^���У�Ӱ푘�Ʒ�|�������غܶࡣ��Ȼȱ��ᘌ���ͬ���ϵ������ͷ����Ĺ�ˇָ�ϡ����⣬�܄����z�����ĵĕr�gͨ����Ҫ��ʮС�r��һ�ܣ�ռ���˴�̎��r�g����3D��ӡ��Ʒ��Ó֬�О�Ҳȱ���˽⡣
���A�пƼ���W�����ѽ��ڈF꠵��о��У�Ŀ�˲�����H13䓣������Ѓ����ęCе���ܣ��ǹ��ߺ�ģ���ИI��ʹ����V�����֮һ��ͨ�^�ɲ�Ó֬��Ȼ����Y���������a�����ܶȞ�96.8%�ĸ��|��H13����������ј�Ʒ�У����p���^�Y�����F���w���R���w���ķֲ��Ǹ���ͬ�Եģ��]��Ԫ��ƫ�������Ѻ�ĘO�����쏊�Ⱥ����L�ʷքe��1388 �� 27 MPa��1.94 �� 0.05 %�����ھ��в�ͬ�Π���_�ſ�϶�ʵĿ������������|��������������������ṩ�����Ԕ����ָ�������P�о��ɹ����}��Developing cost-effective indirect manufacturing of H13 steel from extrusion-printing to post-processing���l������������픿�Additive Manufacturing�ϡ�
朽ӣ�https://www.sciencedirect.com/sc ... i/S2214860422007734
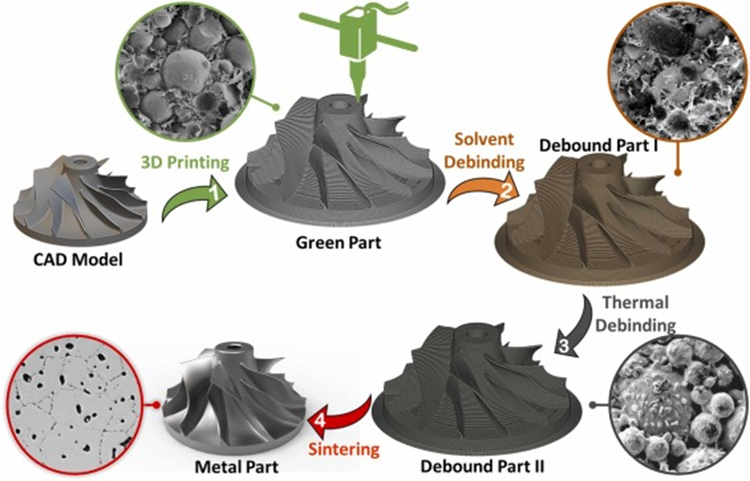
�D 1.���ٲ��ϔD�����������ʾ��D��Ոע�⣬���z�^�̲�һ�����܄����z�͟����z�ĽM�ϡ��ļ��g���v���܄����z�ǿ��x�ģ������z�Ǐ����Եġ�
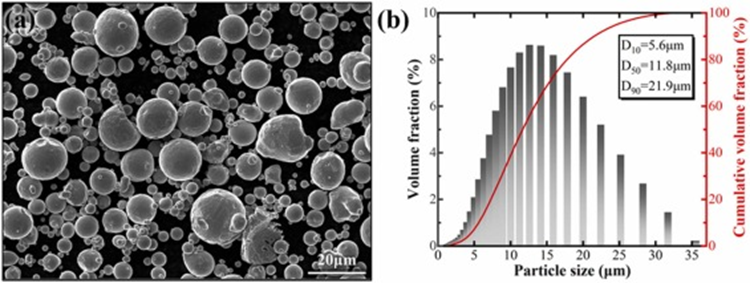
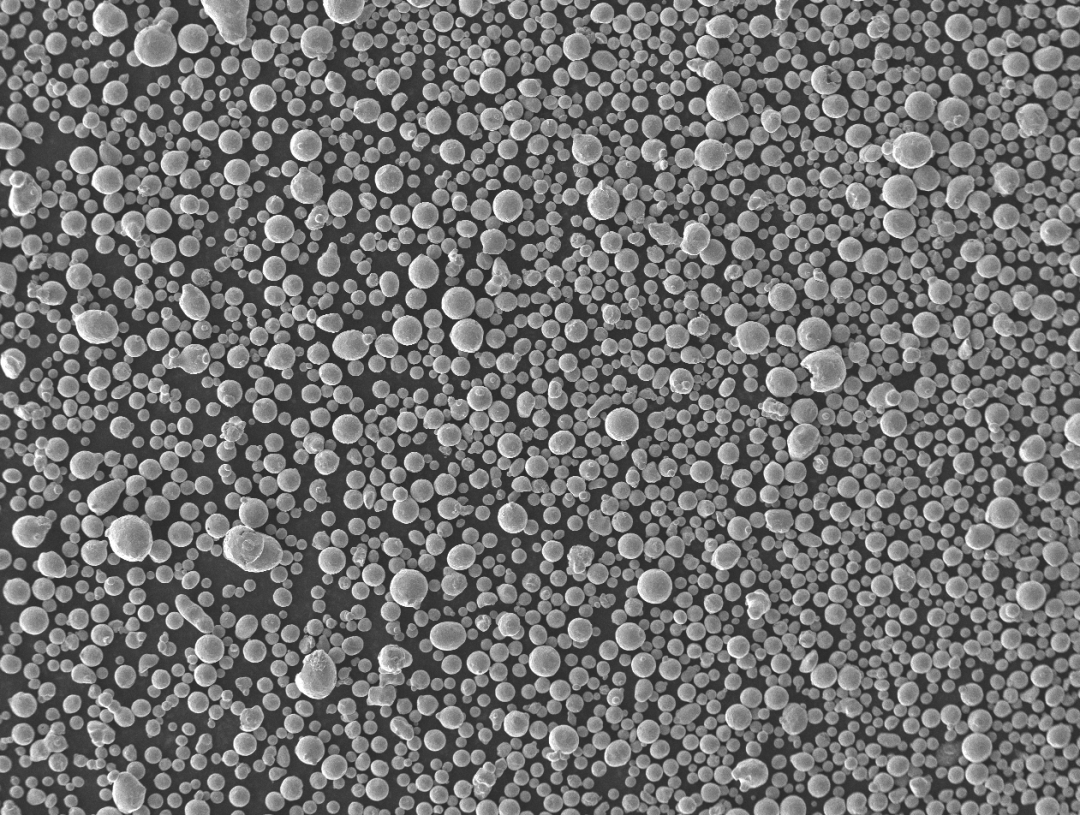
�D 2.H13䓷۵��w���ΑB��a���ͳߴ�ֲ���b����
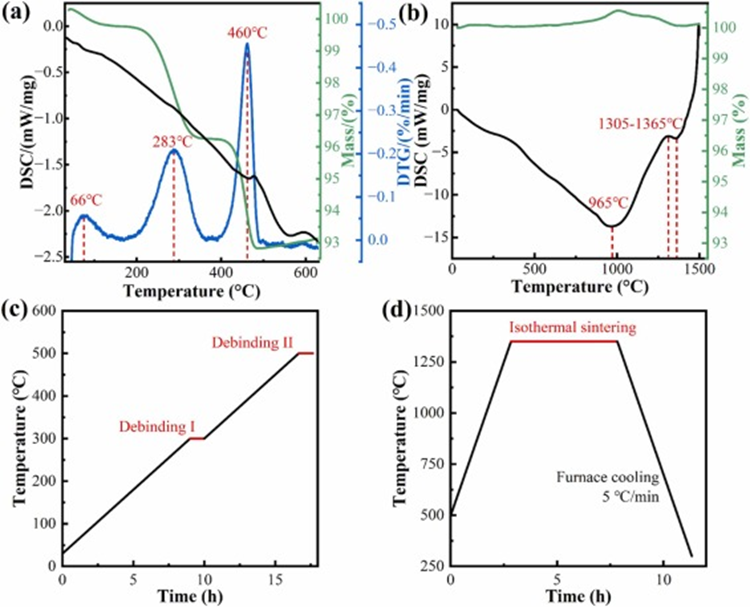
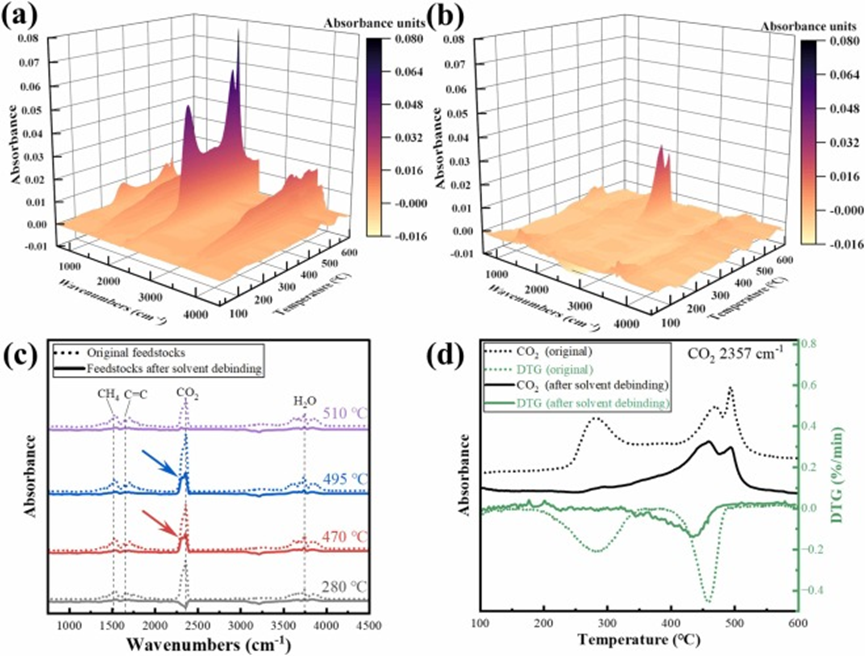
�D 3.��a��ԭʼӡˢԭ�Ϻͣ�b��H13䓷ۣ���c����Ó֬ѭ�h�ͣ�d�����Yѭ�h��TG-DSC�Y����
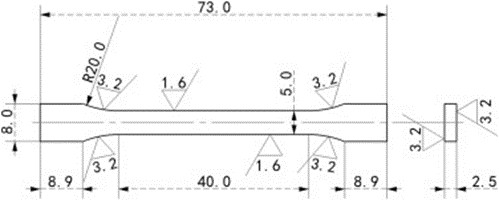
�D 4.����ԇ�ӵĎ����ã����гߴ���Ժ��מ��λ����
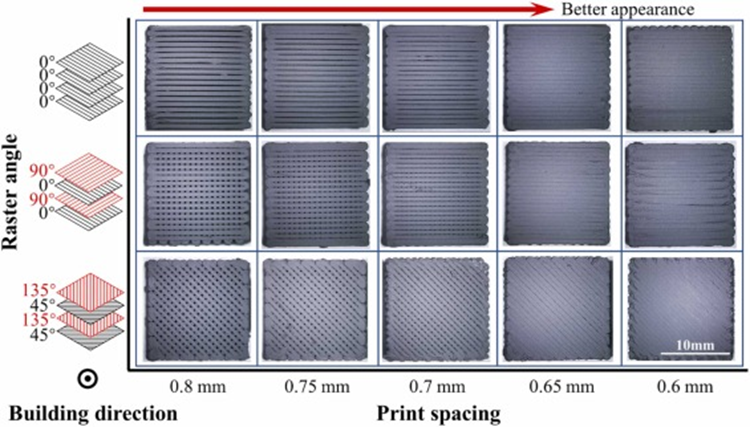
�D 5.�����������ֵ��ҕ�D�����ЈD��ı����߶���ͬ��
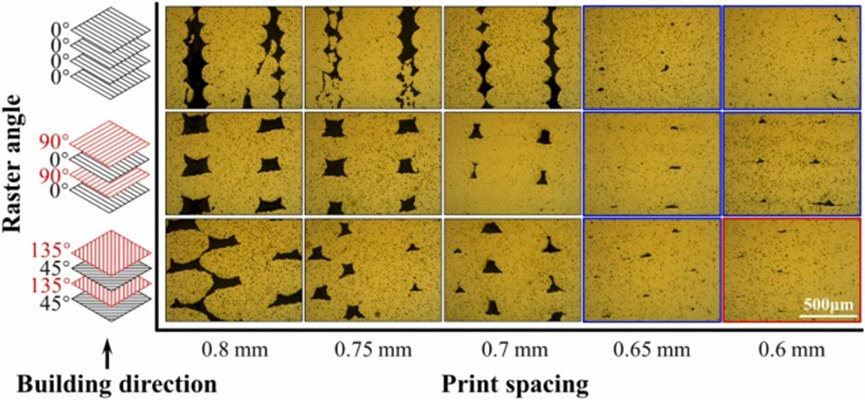
�D 6.������z�͟��Y�^�̺������M���档���ЈD��ı����߶���ͬ���{ɫ�ͼtɫ���ʾȱ�ݺ��ٵĘ�Ʒ��
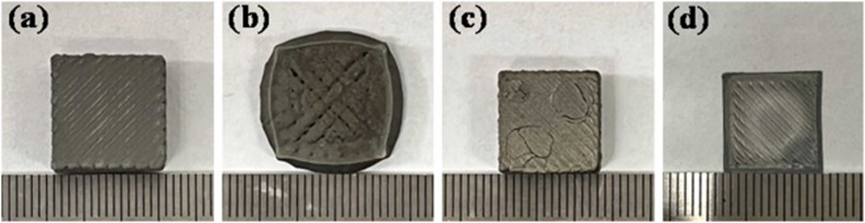
�D 7.ӡˢ������a�������zճ�͟��Y�������ҕ�D���o�������M���܄����z��b�����܄�Ó֬��95%��c�����܄�Ó֬��100%��d����
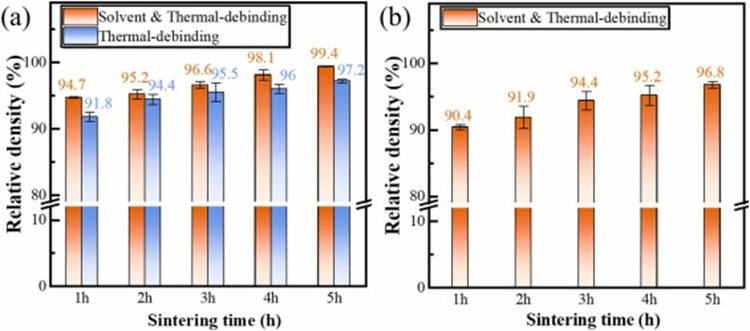
�D 8.��Ʒ�ܶ���1350��C���Y�����֕r�g��ͬ����a����W�D��̎������b�������·���
(؟�ξ���admin)

 �l���ߌ����X�Ͻ����η�ĩ
�l���ߌ����X�Ͻ����η�ĩ EOS �Ƴ��ɷN���ͽ��ٲ���
EOS �Ƴ��ɷN���ͽ��ٲ��� EOS�Ƴ�100%�����XAlSi10M
EOS�Ƴ�100%�����XAlSi10M Metalysis�����ͽ��ٺϽ�
Metalysis�����ͽ��ٺϽ� ��������1265MPa��1,700
��������1265MPa��1,700 ![Protolabs�ؽM���g�P�]������3D��ӡ���S�������a�D�������Ј�](http://www.henjiankang.cn/uploads/allimg/241031/0T410Lc-0.jpg) Protolabs�ؽM���g�P�]��
Protolabs�ؽM���g�P�]��������
- ���l���ߌ����X�Ͻ����η�ĩ3D��ӡ���ϣ�
- ��EOS �Ƴ��ɷN���ͽ��ٲ��ϣ��Uչʯ����
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a����
- ����������1265MPa��1,700 �A�϶ȸߜ��\
- ��Protolabs�ؽM���g�P�]������3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f�h�����a��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
 3D Systems �Ƴ�
3D Systems �Ƴ� �¼������켼�g��
�¼������켼�g�� ������܇��ExOne
������܇��ExOne APWORKS�Ͻ����3
APWORKS�Ͻ����3 ���ݻʼ�ī������
���ݻʼ�ī������ ������܊�����WԺ
������܊�����WԺ���c����
- ��3D��ӡ���ٲ���֮⁼�⁺Ͻ����
- ���²����ИI:3D��ӡ⁷��ļҏ�
- ���F�����g��������|���Ľ���3D��ӡ��ĩ
- ��FDM 3D��ӡ���پ��ģ�Virtual Foundry
- ���㽭��ͨ���x�����D�F����Ʒ�|��������
- ���������W���M�½������������о�����
- ��Virtual Foundry�Ƴ����~�����~�Ƴɵ�
- ��Filamet3D��ӡ���Ͽ������ӡ�C��ӡ
- ��Materialise����3D��ӡ����E-STAGE����
- ��TEKNA��APERAM�_�l�����������������


