�F����ȼ�C�������켼�g(2)
![]() 6���C��ѭ�h
6���C��ѭ�h
�о��ˆT���ÙC��ѭ�h�������ҪĿ���ǜp�ى����pʧ���Ա�ʹ�l�әC�������\�к����������g�����и��������܃��ݡ�ͨ�^����AM���g���о��ˆT�OӋ���˟o���@ƫ�D�F��������͵�����(�D5)������w�����S���е��͵�(ֱ��������3~8 mm)�Ɍ��Fֱ�Ӵ�ӡ��������ͨ����ƽ��׃���ęM�����ʹ����w�����S��Ȳ��ܵ�ϵ�y�ĉ����pʧ���ͼs22%��
 �D5 ���A�l�әC�ĝ���ϵ�y
�D5 ���A�l�әC�ĝ���ϵ�y
�о��ˆTͨ�^���÷�������ܣ��Է�ֹ���͵��ڷǹ����r�g�ŷřC�ͣ��Ķ����������������g�����C���M���Ĺ���Ч��(�D5)��
������ؓ��о����������п��ĸ�������S��������ߵĄ��ȡ��S���о��ˆT���OӋ�����M�����{���������S����пղ����OӋ�����ͨ����
![]() 7���Ś������
7���Ś������
AM���g���OӋ���ɶ��������о��ˆTֱ�ӌ����N�Y�����ɵ����a�^���С��о��ˆT��ᘌ��Ե،����К�϶���^�ٌ���M����Ľ^������Ԫ���M�����OӋ���Ķ��������Ś���ĸ���Ч��(�D6)�����ɜp���M�����w��sҺ���Ś���������~�����ʗl���£�ԓ����ϵ�y��ʹ�������w�ğ������p��5%���@���Կs���Ś��̎��ϵ�y���A��r�g������ߜu݆��ڜضȡ�
 �D6 �Ś������ϵ�y
�D6 �Ś������ϵ�y
ͨ�^����Ԫ�������о��ˆT���Ś����Ҫ�Y���ķֲ���r�M���˃�����Ŀ�����ڲ���߅�緶����ʹ�Ś���ڜ،��F���ͬ�rʹ�ڜطֲ���������߱ڜؕ��_���s200 �棬���h���ڲ��ϘO�ޜضȡ�
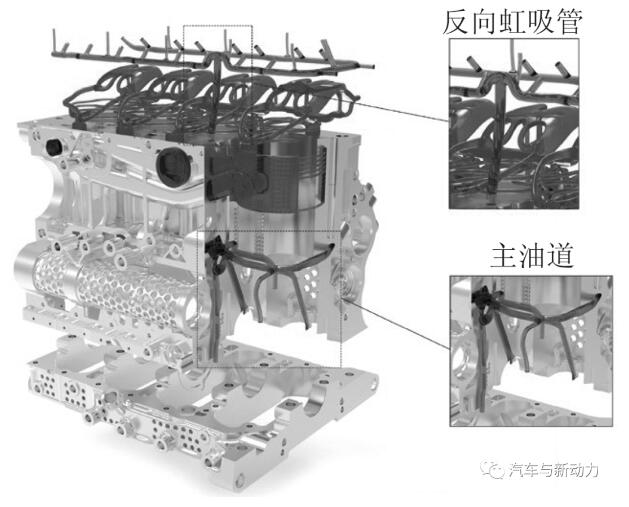
![]() 8�����S���w
8�����S���w
��Fraunhofer���W���g�о������о��ˆT�x�����X�ܻ���OӋ�����������ɸ������w�S�����ͺϲ����Ƴɵ����S���M��Ⱥ��Ś�ȵĂȱ��M���˃������������ϽM�����ɲ����w�S�����ķ�ȩ��֬ģ�ƻ�����ע�ܶ��ɡ��о��ˆT�x���˟��������������ϣ��@���������ܶ��^�ͣ����ͺ��Ҷ��������^�õ����g�ԣ�ͬ�r�������õęCе���ܣ����ܳ����^�ߵĹ����ضȣ����]�аl����׃��څ�ݡ�
����ԂȱڽY�����OӋ���c����Ҫ���ù��ܸ߶ȼ��ɵ��p�|�Y���OӋ��������sҺͨ�����Cе�ӵ�ˮ�á��C�͞V�������C����s�����Լ���sҺ�ķ���ģ�K�Ⱦ�������ԓ�Y���С�
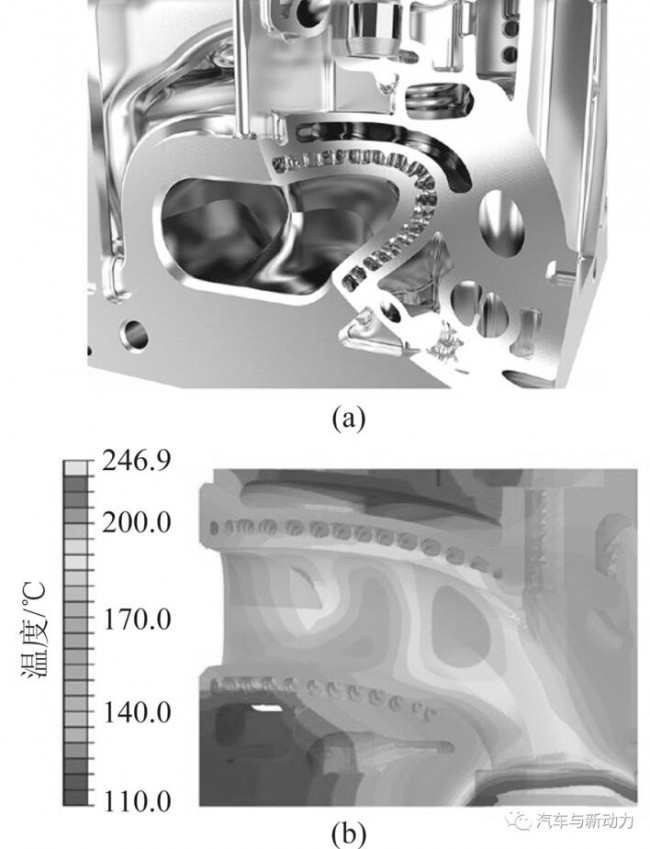
�о��ˆT��1�����S��Ăȱ��x���˲����w�S������ȩ��֬���ϣ�ʹ���|���Ȳ��Â��y�X�ȱڵ����S��Ҫ�p15%��ͬ�r�о��ˆT�x���˹��ճ�τ����ܷ���ˡ��c����ճ�τ���ȣ�ԓճ�τ����и��ߵĔ��������ʣ������a������������c�X�IJ�ͬ����Û���ԡ�ͨ�^�����Գ�����˨���о��ˆTֱ�ӌ���˵Ăȱڹ̶������S���ϡ�
���˸�����-���-ƽ���(NVH)���о��ˆT��������ӽ���Ԫ�����������(�Ś��)�Ăȱڰ��b�����S���ϡ��@Щ����Ԫ����ͨ�^��˨�̶����X�����ϣ���ͨ�^�����w������Ԃȱډ��o�����S���ϡ��о��ˆT���Ï����ܷ��������c���S���M�����ܷ⡣��˺���˲����˲�ͬ���B�Ӽ��g���о��ˆT�ɴ˿�����LeiMotԭ�͙C�Ļ��A�ϱ��^�@2�N�B�Ӽ��g��
![]() 9���W
9���W
�ڰl�әC�\�Еr���ֲ��^���ĽY��Ԫ�������^�ߵ���ӷ��ȣ��@���p�Ͱl�әC�Ŀ��1���Ҫ����ᘌ��ӑB�Y����Ӌ��������о��ˆT��Ҫ�ӏ����S���Ť�D�\�Ӻͼ����\�ӡ���ˣ�������İl�әC�����_ʼ���о��ˆT�ͳ��m����NVH�����M�����u����������Y�������OӋ���;���Ӌ���С�
LeiMot���S��������ᘌ����T�ֺ��͵ך���ݗ��F���l�әC����Ҫݗ�䳣���F�����������С���ע����ǣ��������S����w�������ӿ՚��������ݗ�䡣�о����������x��Ă��w�c�ι��B�ӵĂ��w֮�g�IJ�ɺ��Բ�Ӌ�����Ҳ����a�����@�Ĺ���F���T�ֺ��͵ך���ݗ����ռ��������λ��
�о��ˆTͨ�^������ʹ���S���|���p�ٳ��^21%�����c�՚�A�ә����������ӵ�2.3 dB�γ��ˌ��ȡ��p�ٵ��|������Ҫ�����Դ֮һ��ͨ�^����֮�g�ļӏ��ߺ�ƽ���S�܇��Ĺܠ�Y�����о��ˆT���Ԍ����Ӽ���ģʽ�M���{�����Ķ�ʹ�����l�ʾS����1 100 Hz���ҡ�
![]() �Y�Z
�Y�Z
�о��ˆTͨ�^����LPBF�������칤ˇ�����Mһ���p�p���͙C�|�����c�F�еĴ�EA288 evoϵ��2.0 L���͙C��ȣ�LeiMot�о��Ŀ��ʹ����w�����S����|���p�p�s21%��
���˜p�p�|��֮�⣬���cLeiMot�Ŀ���о��ˆT߀ͨ�^�������´�ʩ��������CЧ�ʣ�(1)�p��ˮ�ú͙C�ͱ������ĵĹ��ʣ�(2)���ƻ���-���M����Ħ����(3)ͨ�^�Ś�����ή�������ӕr���ŷţ�(4)ͨ�^�Ś��������ߜu݆�������Ĝu݆���ʡ�
2021�꣬FEV��˾�������5��LeiMot�aƷԭ�ͣ���ͨ�^�Cе�͟����Wԇ���M�ЙzLeiMot�о��Ŀ�����C���������칤ˇ���OӋ�����ԡ����⣬ԓ�Ŀ߀�������о��ˆT̽�����ڃ�ȼ�C�_�l���·�����
���ж��ڃȣ�������ͨ�^AM���g���a�ĽM��(����LeiMot�о��Ŀ���_�l�ĽM��)��Ȼ���y�c���Ј��Ă��y���칤ˇ�M�и��������w�C���������С�������a�^���У�AM���g�ѳɹ�������С�Ͳ����С�AM���gҲ���Ԟ���y���칤ˇ������̎������Ɍ�����ɰо�Ļ��z�Y�����ɵ����y�T�칤ˇ�С�
δ�����о��ˆT߀���Բ��û�Ͻ�Q��������AM���g�c���y���칤ˇ�Y����һ�𣬏Ķ��Mһ����������Ʒ�|��
(؟�ξ���admin)

��һƪ�������Ե�ͻ�ƣ�NASA 3D��ӡODS�Ͻ� GRX-810�����_1000�ȵĸߜ�
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


