�\Մ���������ý��ٷ�ĩ��ˇ�����ܼ��䌦�K�a(ch��n)Ʒ��Ӱ�(2)
�r�g��2022-05-07 14:17 ��Դ������ˎƷ�O(ji��n)�������� ���ߣ�admin ��x����
������ĩ���Ե��P(gu��n)�Iָ��(bi��o)
��������a(ch��n)Ʒ���|(zh��)�����ԏ����ׂ�����C���u�r�����������ܶȡ��ߴ羫�ȡ�����❍�ȡ���ӡ�ٶ��Լ��Cе���ܡ�����䁷ۣ�powder bed�������������O(sh��)�䅢��(sh��)(li��n)ϵ�o�ܣ����_(d��)�����õĮa(ch��n)Ʒ�|(zh��)������횱��C䁷۵ķ�ĩ���ԣ�characteristics of the powder bed�������������O(sh��)�䅢��(sh��)�ķ�(w��n)���Ժ�һ���ԡ�Ŀǰ��Ӱ푷�ĩ���Ե��P(gu��n)�Iָ��(bi��o)���yԇ����������Ҫ�����ׂ���

����2 �P(gu��n)�Iָ��(bi��o)���yԇ��������
ASTM F3049-14��(bi��o)��(zh��n)Ҏ(gu��)��������������ٷ�ĩ���ܵĜyԇ�Ŀ��������ĩ���ȷֲ���ISO 13320-1���������ȃx�yԇ����ISO 4497���Y�ַ��������b�ܶȣ�ISO 3923-1��ISO 3923-2���u�r���w�ѷe�ܶȣ��������ԣ�ASTM B213��ASTM B964���ȡ�
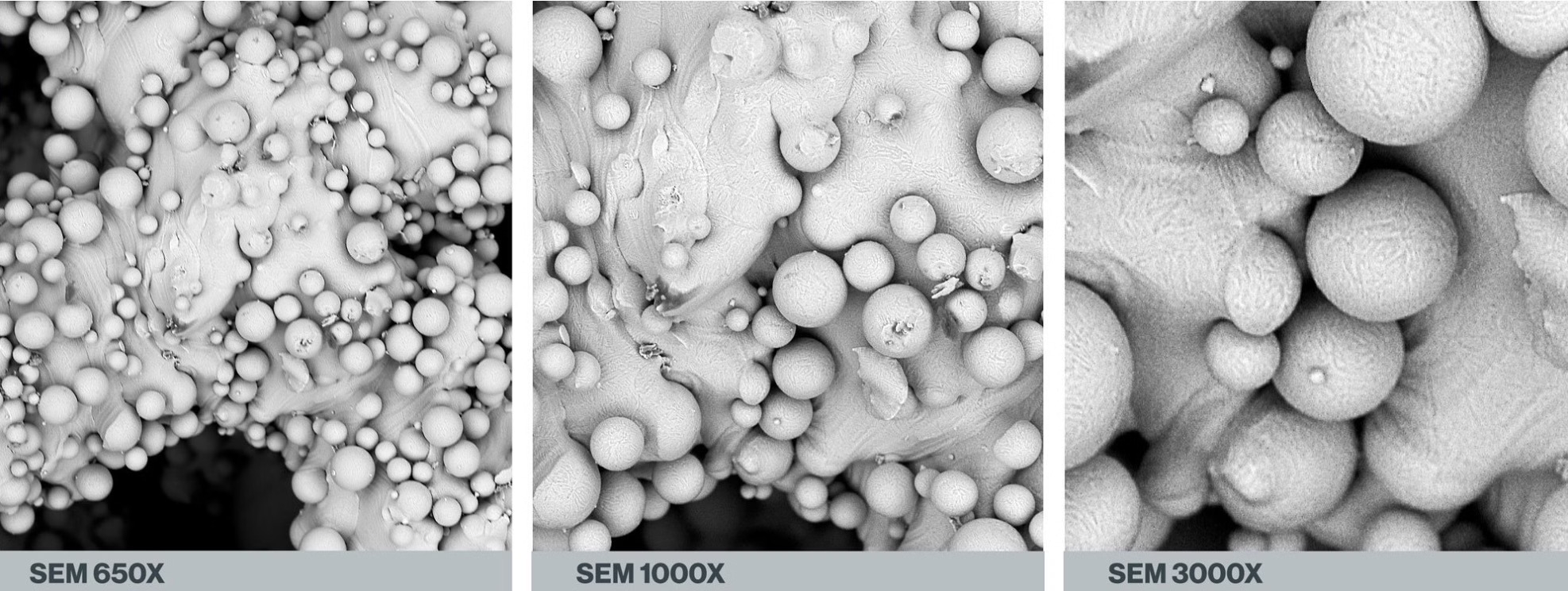
��1���w����ò��Particle Morphology��
�w����ò�����w�Ķѷe�ܶȺ����������кܴ�Ӱ푡��c��Ҏ(gu��)�t���w����ȣ����Ļ�Ҏ(gu��)�t�ĵ��S�w���A��������o�ܶѷe���о��������w����ò��䁷۵Ķѷe�ܶ��M������ӡ�������ܶ����@��Ӱ푣��w����òԽ��Ҏ(gu��)�t���w���Ķѷe�ܶ�Խ�ͣ���(d��o)����������a(ch��n)Ʒ����ȱ�ݡ�

���D5 �w���ѷe�����������Ʒ���ܶȵ�Ӱ�
��2�������ֲ���Particle Size Distribution��
������Դ����ֱ��һ���ėl���£������ֲ��Q������С��ӡ�Ӻ�Ⱥ�����(x��)��(ji��)�ߴ�ľ��ȡ�����ԽС�������ߴ羫��Խ�ߣ���������䁌Ӻ��С����ӡ������Ч�ʵ͡����������쌍�w�Y(ji��)��(g��u)�r�������w�ѷe�γɿ�ܣ�С���w�������w֮�g�Ŀ�϶���Ķ��γ��������ܵĽY(ji��)��(g��u)����ˣ����ܵIJ��ϽY(ji��)��(g��u)��Ҫ��ͬ�����ķ��w��ͨ���x�ò�ͬ�����ķ��w����һ���w�e��?j��n)?sh��)�M�л�ϡ�
ͨ����EBMʹ�õķ�ĩ�����ֲ���45��106��m��SLMʹ�õķ�ĩ�����ֲ���խ������15��45��m����ĩ�����ֲ�����ӡ��(g��u)������С�Ӻ�Ⱥ����(x��)��(x��)��(ji��)�ķֱ��ʶ����@����Ӱ푡����ǣ�����(x��)��ĩ��ʹ�������˽����Ͱ�ȫ���}���L(f��ng)�U����̎�����Բ��ϣ�����r������ˣ�����@Щ���ϵļ�(x��)С�w�����ܸ���ȼ�ױ���
��3�����w�ѷe���������ܣ�Bulk Packing and Flow Properties��
�����������켼�g(sh��)�����w���������ǘO����Ҫ������ָ��(bi��o)���M�Ϸ�ĩ���_�ضѷe��������ķ�ĩ�ӣ���ĩ��֮�g�ڻ��Q���˹����ܶȵľ����ԡ��c�����Ժõķ��w��ȣ��Cе��݁�����۴��ψF���γɵĴִ��ĩ�Ƴ��۴�������(d��o)��ԭ�ѷeλ�����¿�λ�����ڷ��w�������^��ܻ����γɵĿ�����K���܌�(d��o)�´�ӡ�K�a(ch��n)Ʒ�|(zh��)���½�����(n��i)���γɿ�����Ҋ�D6�����w�������ԑ�(y��ng)��ѭ���ׂ�Ҏ(gu��)�t��
(a) ���η�ĩ�w���Ȳ�Ҏ(gu��)�t������ǵķ�ĩ���и��õ������ԣ�
(b) �w�������������������кܴ�Ӱ푣��w���ߴ��ıȳߴ�С�������Ը��ã�
(c) �����w���g��ë��(x��)���ã���ĩ�ĝ�ȕ������������ԣ�
(d) �ڜy�������Եĕr��ĩ���������c��ĩ�ѷe�ܶ����P(gu��n)���ѷe�ܶȸߵķ�ĩ�����Աȶѷe�ܶȵ͵IJ
(e) �����w���g���������緶���A�����o�����Ӱ푷�ĩ�������Ի���ɷ�ĩ�F�ۣ���������ԽС�ķ�ĩԓ������Խ���@��

���D6 ��������K�a(ch��n)Ʒ�еĿ�϶
��4�����W(xu��)�ɷ�
��Ԫ�غ���Ԫ������Ͻ��g϶ԭ�ӣ�������������⁺Ͻ�������кܴ�Ӱ푡����磬Ti-6Al-4V�ͼ�⁵Ŀ������Ⱥ���������OԪ�غ�����Ӱ푣��S��O���������ӣ������������ӵ����������@�����ͣ��K�a(ch��n)Ʒ���װl(f��)�����Ԕ��ѣ�Ҋ�D7��

���D7 ��ͬO������������⁺Ͻ�ͼ��Ʒ���W(xu��)����׃����(a)�S��Ӳ�ȣ�(b)�������ȣ�(c)�������L��
�����īI(xi��n)��
[1] I. Gibson, D. W. Rosen and B. Stucker. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing [M]. Springer, New York, USA, 2010.
[2] R. M. German. Powder Metallurgy Science [M]. Metal Powder Industries Federation, Princeton, New Jersey, USA, 1994, pp. 9-58.
[3] J. M. Oh, B. G. Lee, S.-W. Cho. Oxygen Effects on the Mechanical Properties and Lattice Strain of Ti and Ti-6Al-4V [J]. Metals and Materials International. 2011, 17, (5), 733.
[4] Jason Dawes, Robert Bowerman, Ross Trepleton. Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain [J]. Johnson Matthey Technology Review. 2015, 59(3): 243-256.
(؟(z��)�ξ���admin)

���P(gu��n)��(n��i)��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�ճ�Y(ji��)�����䣨�T��/��
�Ƅ�ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����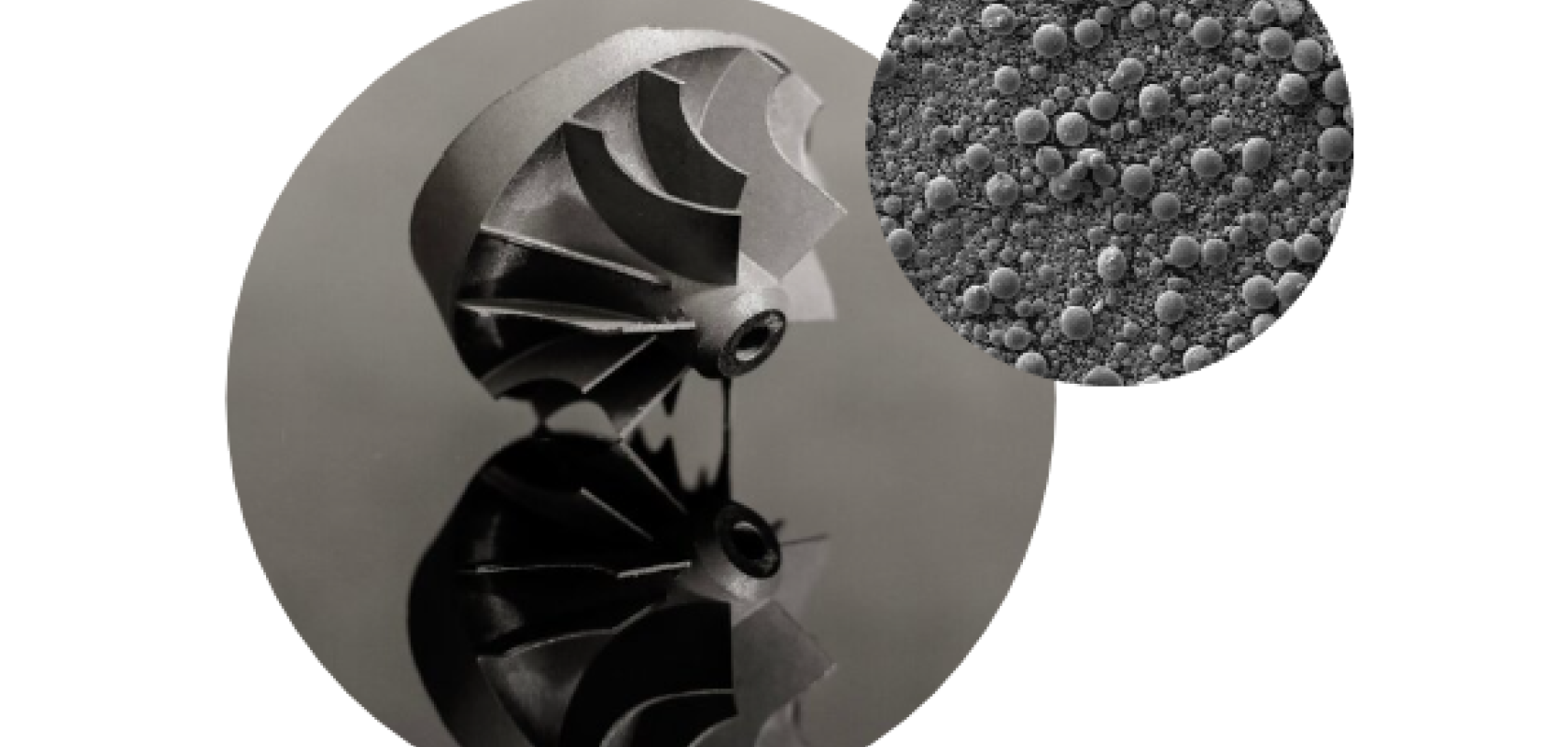 ��δ�����������
��δ����������� �Č�����������a(ch��n)
�Č�����������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������֬���_


