���ٹ�̻�3D��ӡ�о��F��
�r�g��2024-04-09 14:48 ��Դ�����̿ƌW�W�� ���ߣ������, Ѧ���i ��x����
���ߣ������, Ѧ���i, ���Ԫ, �����, ���Թ�, ������.
��Դ�����̿ƌW�W��, 2023, 45(12): 2037
朽ӣ�http://doi.org/10.13374/j.issn2095-9389.2022.10.25.004
ͨ�^�����ٹ�̻�3D��ӡ���о��Y����ˇ�����M�п��Y���������ķN��Ҫ�Č��F;�������̻����Y�����̻��Ĥ������Ϲ̻����̻�ģ�߷������й̻����Y�����Ƃ�����������Ҫ�������̻��Ĥ���������Ƃ侫��늴��O��Ԫ��������Ϲ̻���ͨ��ֱ�ӹ̻��{�϶��o�轛�^���Yʹ���һ�����ͣ��w�{�˽��ٹ�̻�3D��ӡ��ʹ�õĹ�����֬�ɷֺ����Ƃ���������ܣ�ָ����ԓ���gĿǰ�lչ߀���ڝ{���н����c�ۺ������|�����ˇ�����о����㡢������֬�䷽�^�ٵ�ؽ����Q���P�I�ƌW���}�����о���ˇ������������ܵ�Ӱ푡��_�l��������֬�䷽�Ͱl�����m���ڽ��ٹ�̻�3D��ӡ���O�䷽��չ������δ���İlչ����.
���������족һ�~��2009����������ό��f��(ASTM)�˜��б��_�ж��x[1]��ԭ�����ڴ�ӡ�^����ͨ���njӌӶѷe���ͣ��@�Єe�ڜp������[2]. ���������ַQ��3D��ӡ(3DP)����һ�Nͨ�^3Dģ�͔���������s�������w�Ŀ��ٳ��ͼ��g. Ӌ��C���g�ij��F�c�Y��ʹ���ϵĿ��ٳ��ͳɞ���ܣ�������CADܛ�����L�ƵĈD�Σ��ɴ�ӡ�����Ϣ��Ƭ�Ӂ����ƽM��[3]. �c���y���g��ȣ�3D��ӡ���п�������s���Π���s���ϡ��OӋ�`��͂��Ի����Ƶȶ������c.
��20���o80�������[4]��3D��ӡ���ж�N��ˇ��ʽ�����������w�ķ�ʽ������ԭ����ʹ�õIJ��ϴ��ڲ[5]. 3D��ӡ���g��Ҫ�������ڳ��e����(Fused deposition modeling , FDM)[6]�������x�^���Y(Selective laser sintering, SLS)[7]�������x�^�ۻ�(Selective laser melting, SLM)[8]�����w��̻�(Stereolithography, SLA)[9]���Y������(Binder jetting, BJ)��[10]. ԓ���gͨ��ͨ�^�ۻ����w���ρ��ѷe���w��Һ�w���Ϲ̻��Ɍ�. FDMʹ�ß����Ծۺ����B�m�L�z�������w[6]���L�z�ڇ���̎�ܟ��ۻ������̳ɌӲ��ѯB���ͣ�ͨ�^���ƄӔD���^��֧�ΌӿɌ��F�����Π��ӡ. SLS��һ�N���ڷ�ĩ�ČӠ��������칤ˇ[7]����ĩ����O���ѳ��͵Č��ϣ�ͨ�^���ܼ��������Y����. SLM���ü��������ۻ����ۺ��x���^���ĩ[8]��ԭ���cSLS���[11]. SLA���ڹ�̻�������ӡ���w[9]��ͨ�^������x��������Һ�棬��������_���Ƅ�ʹ��֬���ӹ̻�����. BJ��һ�N�������^�ߵķ�ĩ�������켼�g[10]��ͨ�^�������D��݁䁷ۣ����ɇ��^���Y����Ϳ���ی��ϣ������ɹ̻��^��.
1����3D��ӡ
���ٲ������ھ������õęCе���ȡ����ጧ��ԡ��;��ԺͿɼӹ��Եȃ��c���ں��պ���[12]����܇[13]������[14]��܊��[15]�����[16]���t��[17]���Cе[18]������[19]�����[20]���I��õ��ˏV������. ���y�Ľ��ٲ��ϼӹ����ͷ������ǻ���ģ�ߺ͜p�����죬�����o��������Π���s���Y�����ܵ��������3D��ӡ���g���Qԓ���}�ṩ����˼·.
����3D��ӡ��ԭ����ͨ���ǽ��ٷ�ĩ���z�ĵȣ����ⲿ��ԴӰ��ۻ������ӳ�����ɴ�ӡ. ������Դ�IJ�ͬ[21]������3D��ӡ���g�ɷ֞鼤���������졢��������������늻����������[22]���乲ͬ���c�dz����ٶȿ�. Ȼ������ͬ���ٵ����c��^�������Դ���ɱ���؎��������^�������|�ٷ��䣬�Ķ�������K���W�ɷ�ƫ��.
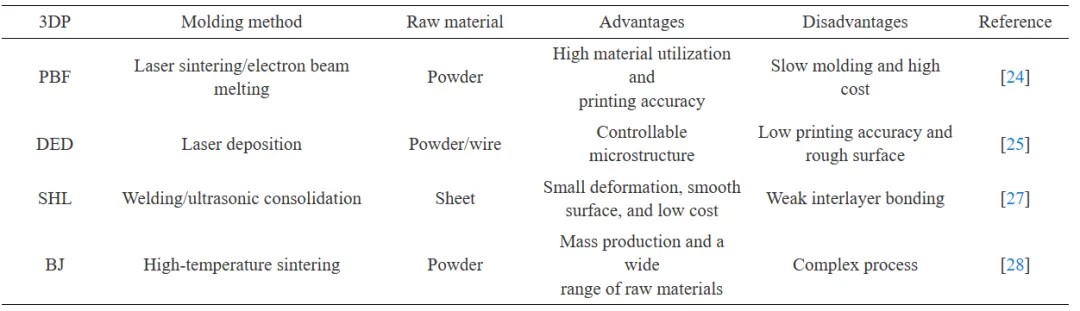
����2012���ASTM�˜�[23]������3D��ӡ���g������ĩ������(Powder bed fusion, PBF)[24]��ֱ���������e(Direct energy deposition, DED)[25−26]����Ƭ�ӯB(Sheet lamination, SHL)[27]���Y������[28]����1���������P���c. ����3D��ӡ�ڽ�Щ���ܵ����о��ߵďV���Pע���������㲿�����OӋ�����췽��ȡ�����ش��Mչ. Ȼ�������ڴ�ӡ�|������̎�������������ʡ��ξ��ȡ�����ߴ�ȷ���IJ��㣬����3D��ӡ�đ���һֱ������[29].
2��̻�3D��ӡ
��̻�3D��ӡ���g�Թ�ۺϷ�������A�����Ô�����̖���������(UV light)�x���Եع̻�������֬�����Ӷѷe���ͣ��䃞�����ڴ�ӡ���ȸߡ������|���á�ԭ�������ʸߺ��ܺ�С[30]. ����������ڿ��g�Ͽɿأ���������֬�H�����������ą^��̻���δ����ą^���Ա���Һ�B����˿��Ժ��ε���ɹ�Һ���x�����C�߾��ȴ�ӡ. ��ۺϷ�����ԭ���ǹ�����֬�ܵ��ض����L����������䣬�l�������ۺϣ���K�D׃��̑B. ������֬������N�ɷ֣���;���(Oligomer)�������l��(Photoinitiator)�ͷ�ɢ��(Dispersant)��[31]����2������������.

��Ŀǰ��3D��ӡ���g�У���̻�3D��ӡʹ������죬Ҳ���猍�F�̘I����. 1986�꣬Hull��ʿ���Ȱl����̻����͌���[32]. 1988�꣬��̻�3D��ӡ�C��������Ͷ������[33]. ���^30����İlչ����̻�3D��ӡ���g�����S���������w��̻���SLA�������ֹ�̎��(Digital light processing, DLP)��Һ���@ʾ(Liquid crystal display, LCD)���B�mҺ������(Continuous liquid interface production , CLIP)���p���Ӿۺ�(Two-Photon polymerization, TPP)��[34]. ���У�SLA��DLP�ѽ����ó���. SLA���g�Q����1986��[32]����ӡ�^���������ͨ�^�c����ķ�ʽ���������֬����������Ƭ�ĈD��ʹ��̻����ѯB����. ���^����İlչ��SLA��ʹ�õIJ��Ϗľۺ���Uչ���ͺϲ���[35]���մ�[36]�Լ�����[37]. ԓ���g�lչ���졢��ˇ���̷������O��S�̱��࣬��ĿǰΨһ���S�����ߴ����w�Ĺ�̻���ˇ[34]. Ȼ�������������ٛQ���̻��ٶȣ����´�ӡ���ʵ��£�ͬ�r�������Ĵ�С�Q���ֱ��ʣ����ƴ�ӡ�ᆱ��. �M����ˣ���ֱ���Ҳ�܉�֧�֏��s���ܽY���Ĵ�ӡ[38]. 1996�꣬DLP���g��3D��ӡ�õ�����[38]. �����R�b��(Digital micro-mirror device, DMD)�ǹ�ˇ�еĺ��IJ���[39−40]�����ӑB��ģ�����ã������c�D��̎������Դ����������Y�ϣ�����ͶӰ���|���IJ�ɫ�D��[41]. �^�e��SLA���c���裬DLP�������ķ�ʽ�����֬. ��D1��d������f����ʾ����֬ͨ�^ͶӰ�ӌӹ̻������ӶѯB��ɴ�ӡ. ԓ���g������Ǹ߾���[42]���@Ҳ������ͶӰ��С�����ֻ�ܴ�ӡС�ߴ�����w. 2015����F��CLIP���g[43]. ��D1��g������i����ʾ���@헼��g���P�I֮̎��ʹ����һ�N��Ĥ���۵ף����ڱ�ϩ�������w�������Ч��ʹ���c�����|�IJ۵ט�֬�o���̻��������ӡ�����c�۵���B����ӡ�^���Пo�脃�x���Ķ����F�B�m��ӡ. CLIP��ͻ�����c���ڳ���Ĵ�ӡ�ٶȣ����DLPҪ���ʮ��. �@Ȼ������һ����Q���ļ��g����ȱ�c������Ĥ�r���F.
���ٹ�̻�3D��ӡ��һ�N���͵Ľ���3D��ӡ�������cĿǰ������������ȣ����H��ӡ�^���е��ܺĸ��ͣ����ҳ������Ҳ���и��õı��澫�ȣ�����Ҫ�M�д�ĥ�Ⱥ�ӹ����E�����Ԍ��F�������x�ϵ���������.
3���ٹ�̻�3D��ӡ
3.1 ���F;��
���ٹ�̻�3D��ӡ���g�ǽ�����̻����g�M�н��ٲ��ϵ���������. 2006�꣬���о���ͨ�^��̻�3D��ӡ�Ƃ���������[44]���C���ˌ���̻����g�����ڽ���3D��ӡ�Ŀ�����. ԓ�������b��Ŀǰ�մɹ�̻�3D��ӡ���g��˼·[45]���Ȍ����ٷ�ĩ�c������֬��ϳɝ{�ϣ����^�����̻������w����ͨ�^Ó֬���Y�ķ�ʽ�@�ý������.
ԓ;�����P�I���g�������������ٷ�ĩ�ijߴ硢��֬�ķN������Һ��ı������{�ϵľ����Ժ���׃���Լ���̻�����. ���ȣ����ٷ�ĩ�ߴ��^���r�����Y���������W�������������㣬���^���ijߴ�Ҳ�����·�ĩ�F�ۣ��y�Ծ����ɢ���M��Ӱ��������. �x���֬�r�迼�]�c���ٷ�ĩ���m���ԣ����猦�ڻ��Խ����V���X�ȣ������ų������Ի��F�Ę�֬�ɷ�. �{�ϑ��߂����õľ����Ժ���׃�ԣ���t���ٷ�ĩ�ڝ{���з�ɢ������������Y�^�������w����λ���w�e�տs����M�������_��. �ڝ{���У�������w�e���������^50%���Ա���Ó֬���Y���E�Є��ҵ��w�e�տs[37]. Ȼ������������^�߄tʹ�Ý{�����������ڝ{�ϵ���׃��. ����ͨ�����й�ɣ�����մɴ��ڸ��෴��⣬�����О���ӏ��s���̻�����c��̻�Ч��Ҳ�S֮��Ӱ�.
����������ˇ���̣�����������̻����Y��. ����֮�⣬���ٹ�̻�3D��ӡ߀���������F;������̻��Ĥ������Ϲ̻����̻�ģ�߷���.
3.1.1 �̻����Y��
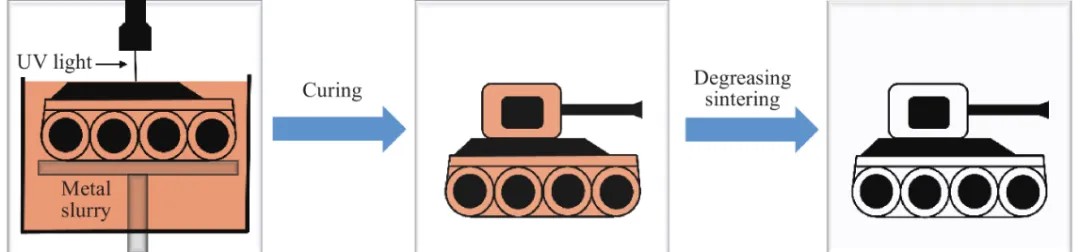
�̻����Y��ͨ�^��Ϲ�����֬�ͽ��ٷ�ĩ�M�ɝ{�ϣ����^���չ̻����͞�����������ڸߜحh����Ó֬�����Y���Ƃ����. Ŀǰ���ڽ��ٹ�̻�3D��ӡ�Č��F;���У��̻����Y����������������������Ҫ�������乤ˇ������D2��ʾ. �c�������ٹ�̻�3D��ӡ�Č��F;����ȣ��̻����Y�����F���磬��һֱ�lչ������ֱ���������ų��F�^�����о��ɹ�.
3D��ӡ���g�ھ��ܽY���Ą������������ݣ���@ȡ���ɶ��·�ṩ����˼·������о��߂����̻����Y�������Ƃ���s��늽Y��. 2006�꣬Lee��[44]�����о��˽��ٷ�ĩ�����w��̻����g��ͨ�^�_�l���ͽ���−������֬�{�ϣ����ù̻����Y�����~�۴�ӡ�����S�Y����늲���. �Y�����������Y����Y�����տs�ʞ�22%��28%������ʞ�200��300 n����m���c�������ٵČ������ӽ�. ԓ�о��״Ό��F���������w��̻����g���쌧늲���. ��������ǰ��wҲ�܉F�����·���ͣ�����ǰ��w�ڝ{�ϽM���д�����ٷ�ĩ��λ�ã����^��߀ԭ����߀ԭ��̎����ԭλ�γɼ{�����w�������������y��鳣Ҋ. Xiao��[46]�OӋ���p��Դ��̻���ˇ���������y�{���M�Д��ֹ�̎�������ɼ�����x�������䌍�F�y�{���w����ԭλ���ɺ͟��Y����ӡ���y�·. ԓ��ˇ�˷������3D��ӡ�����ϵ��������y��ͨ�^��׃ԭ���䷽�ʹ�ӡ�����������ϵ�����ʽ�����6.12 ��Ω��m. Wang��[47]�_�l��һ�N��Ҋ�����������^���Ĺ�������ǰ��w���ڱ�������ӡ������Տ��ȵ̓ɂ�����������r���Ƃ��ˏ��s���S��늽Y������D3(f)��ʾ. �Y����������������ǰ��w����45��290 mW��cm−2�ĵ͏��ȼ��������±���Ч�ع�߀ԭ���y�{���w��������ӡ�Č�늽Y���ʬF��5 ��m���ļ�С�ߴ�̓���Č������.
���ڹ�̻�3D��ӡ�ڳ������ɶ��ϵă��ݣ��о��ˆTҲ���̻����Y������䓡�⒡��X�Ͻ�ȸߏ��Ȳ�����һ������. ��D3(a��c)��ʾ��Wang��[48]��īˮֱ�����g�c��̻����g��Y�ϣ��Ƃ��˾����X݆��ѩ�������Ώ��s�ұ����|�����õĸ���������ͨ�^�����{����Ⱥʹ�ӡ������ʹ���w�ڟ��Y�^���аl��������w�e�տs�����Y��ĸ�������ܶȸ��_98.2%. ̼���u−�Ӳ�|�Ͻ���б�䓸�����ęCе���ܶ��ɞ��и�õ��ߵ������ϣ�����Ҏ�ӹ����������������ƣ��������������������ȱ��. �ɴˣ�Bartolo��Gaspar[37]�����ߏ��Ș�֬������⒵Ĺ�̻�3D��ӡ�M��̽�����Y��������߹��Տ��Ⱥ����l����ȕ��ӿ�̻��������ʣ��̺��������ӕ�ʹ�{����׃��ӡ�������^��. Rieger��[49]�_�l��һ�N�m���ڹ̻����Y����̼���u−⒝{�ϣ��l�F�{�Ͼ������õ���׃���c�����ԣ���̼���u����w���ď�����Ч�����´�ӡ������ȱ�ݣ��D3(e)��. ԓ�F꠵ĺ��m�о��������Ͻ���ض����ܱ��ͨ�^���_���Ƶğ�̎����ˇ�@ȡ���{�ϵĵ̺���������ȱ�ݣ��ɴ˽����˺Ͻ�ľS��Ӳ�Ⱥ͔����g��[50]. �p�|�ߏ��X�Ͻ��ں��պ���܇�ȹ��I�I�����P�I���ã�����s�������������켼�g��Ҫ�����������������@�����˴�����϶���Ѽy�ʹֲڱ����ȱ��. Zhang��[51]̽�����p�|�ߏ��X�Ͻ��Ĺ�̻�3D��ӡ��ͨ�^�۱���ϩ(PS)�������X�Ͻ�(AlSi10Mg)��ĩ������ԣ�ʹ�{���܉�֧�ַ�C�����w�Ĺ�̻����ͣ����ڟ��Y����F�������|�����Ҍ��g�Y�Ͼo�ܵă��c���D3(d)��.
��Դ�����̿ƌW�W��, 2023, 45(12): 2037
朽ӣ�http://doi.org/10.13374/j.issn2095-9389.2022.10.25.004
ͨ�^�����ٹ�̻�3D��ӡ���о��Y����ˇ�����M�п��Y���������ķN��Ҫ�Č��F;�������̻����Y�����̻��Ĥ������Ϲ̻����̻�ģ�߷������й̻����Y�����Ƃ�����������Ҫ�������̻��Ĥ���������Ƃ侫��늴��O��Ԫ��������Ϲ̻���ͨ��ֱ�ӹ̻��{�϶��o�轛�^���Yʹ���һ�����ͣ��w�{�˽��ٹ�̻�3D��ӡ��ʹ�õĹ�����֬�ɷֺ����Ƃ���������ܣ�ָ����ԓ���gĿǰ�lչ߀���ڝ{���н����c�ۺ������|�����ˇ�����о����㡢������֬�䷽�^�ٵ�ؽ����Q���P�I�ƌW���}�����о���ˇ������������ܵ�Ӱ푡��_�l��������֬�䷽�Ͱl�����m���ڽ��ٹ�̻�3D��ӡ���O�䷽��չ������δ���İlչ����.
���������족һ�~��2009����������ό��f��(ASTM)�˜��б��_�ж��x[1]��ԭ�����ڴ�ӡ�^����ͨ���njӌӶѷe���ͣ��@�Єe�ڜp������[2]. ���������ַQ��3D��ӡ(3DP)����һ�Nͨ�^3Dģ�͔���������s�������w�Ŀ��ٳ��ͼ��g. Ӌ��C���g�ij��F�c�Y��ʹ���ϵĿ��ٳ��ͳɞ���ܣ�������CADܛ�����L�ƵĈD�Σ��ɴ�ӡ�����Ϣ��Ƭ�Ӂ����ƽM��[3]. �c���y���g��ȣ�3D��ӡ���п�������s���Π���s���ϡ��OӋ�`��͂��Ի����Ƶȶ������c.
��20���o80�������[4]��3D��ӡ���ж�N��ˇ��ʽ�����������w�ķ�ʽ������ԭ����ʹ�õIJ��ϴ��ڲ[5]. 3D��ӡ���g��Ҫ�������ڳ��e����(Fused deposition modeling , FDM)[6]�������x�^���Y(Selective laser sintering, SLS)[7]�������x�^�ۻ�(Selective laser melting, SLM)[8]�����w��̻�(Stereolithography, SLA)[9]���Y������(Binder jetting, BJ)��[10]. ԓ���gͨ��ͨ�^�ۻ����w���ρ��ѷe���w��Һ�w���Ϲ̻��Ɍ�. FDMʹ�ß����Ծۺ����B�m�L�z�������w[6]���L�z�ڇ���̎�ܟ��ۻ������̳ɌӲ��ѯB���ͣ�ͨ�^���ƄӔD���^��֧�ΌӿɌ��F�����Π��ӡ. SLS��һ�N���ڷ�ĩ�ČӠ��������칤ˇ[7]����ĩ����O���ѳ��͵Č��ϣ�ͨ�^���ܼ��������Y����. SLM���ü��������ۻ����ۺ��x���^���ĩ[8]��ԭ���cSLS���[11]. SLA���ڹ�̻�������ӡ���w[9]��ͨ�^������x��������Һ�棬��������_���Ƅ�ʹ��֬���ӹ̻�����. BJ��һ�N�������^�ߵķ�ĩ�������켼�g[10]��ͨ�^�������D��݁䁷ۣ����ɇ��^���Y����Ϳ���ی��ϣ������ɹ̻��^��.
1����3D��ӡ
���ٲ������ھ������õęCе���ȡ����ጧ��ԡ��;��ԺͿɼӹ��Եȃ��c���ں��պ���[12]����܇[13]������[14]��܊��[15]�����[16]���t��[17]���Cе[18]������[19]�����[20]���I��õ��ˏV������. ���y�Ľ��ٲ��ϼӹ����ͷ������ǻ���ģ�ߺ͜p�����죬�����o��������Π���s���Y�����ܵ��������3D��ӡ���g���Qԓ���}�ṩ����˼·.
����3D��ӡ��ԭ����ͨ���ǽ��ٷ�ĩ���z�ĵȣ����ⲿ��ԴӰ��ۻ������ӳ�����ɴ�ӡ. ������Դ�IJ�ͬ[21]������3D��ӡ���g�ɷ֞鼤���������졢��������������늻����������[22]���乲ͬ���c�dz����ٶȿ�. Ȼ������ͬ���ٵ����c��^�������Դ���ɱ���؎��������^�������|�ٷ��䣬�Ķ�������K���W�ɷ�ƫ��.
����2012���ASTM�˜�[23]������3D��ӡ���g������ĩ������(Powder bed fusion, PBF)[24]��ֱ���������e(Direct energy deposition, DED)[25−26]����Ƭ�ӯB(Sheet lamination, SHL)[27]���Y������[28]����1���������P���c. ����3D��ӡ�ڽ�Щ���ܵ����о��ߵďV���Pע���������㲿�����OӋ�����췽��ȡ�����ش��Mչ. Ȼ�������ڴ�ӡ�|������̎�������������ʡ��ξ��ȡ�����ߴ�ȷ���IJ��㣬����3D��ӡ�đ���һֱ������[29].
�� 1 ����3D��ӡ���g
2��̻�3D��ӡ
��̻�3D��ӡ���g�Թ�ۺϷ�������A�����Ô�����̖���������(UV light)�x���Եع̻�������֬�����Ӷѷe���ͣ��䃞�����ڴ�ӡ���ȸߡ������|���á�ԭ�������ʸߺ��ܺ�С[30]. ����������ڿ��g�Ͽɿأ���������֬�H�����������ą^��̻���δ����ą^���Ա���Һ�B����˿��Ժ��ε���ɹ�Һ���x�����C�߾��ȴ�ӡ. ��ۺϷ�����ԭ���ǹ�����֬�ܵ��ض����L����������䣬�l�������ۺϣ���K�D׃��̑B. ������֬������N�ɷ֣���;���(Oligomer)�������l��(Photoinitiator)�ͷ�ɢ��(Dispersant)��[31]����2������������.
�� 2 ������֬���M������
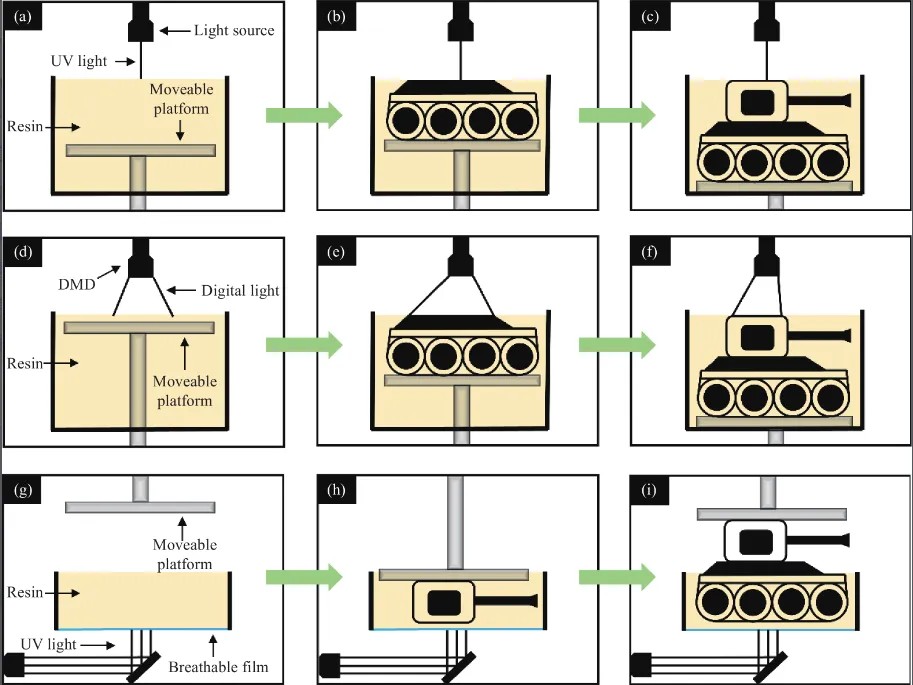
��Ŀǰ��3D��ӡ���g�У���̻�3D��ӡʹ������죬Ҳ���猍�F�̘I����. 1986�꣬Hull��ʿ���Ȱl����̻����͌���[32]. 1988�꣬��̻�3D��ӡ�C��������Ͷ������[33]. ���^30����İlչ����̻�3D��ӡ���g�����S���������w��̻���SLA�������ֹ�̎��(Digital light processing, DLP)��Һ���@ʾ(Liquid crystal display, LCD)���B�mҺ������(Continuous liquid interface production , CLIP)���p���Ӿۺ�(Two-Photon polymerization, TPP)��[34]. ���У�SLA��DLP�ѽ����ó���. SLA���g�Q����1986��[32]����ӡ�^���������ͨ�^�c����ķ�ʽ���������֬����������Ƭ�ĈD��ʹ��̻����ѯB����. ���^����İlչ��SLA��ʹ�õIJ��Ϗľۺ���Uչ���ͺϲ���[35]���մ�[36]�Լ�����[37]. ԓ���g�lչ���졢��ˇ���̷������O��S�̱��࣬��ĿǰΨһ���S�����ߴ����w�Ĺ�̻���ˇ[34]. Ȼ�������������ٛQ���̻��ٶȣ����´�ӡ���ʵ��£�ͬ�r�������Ĵ�С�Q���ֱ��ʣ����ƴ�ӡ�ᆱ��. �M����ˣ���ֱ���Ҳ�܉�֧�֏��s���ܽY���Ĵ�ӡ[38]. 1996�꣬DLP���g��3D��ӡ�õ�����[38]. �����R�b��(Digital micro-mirror device, DMD)�ǹ�ˇ�еĺ��IJ���[39−40]�����ӑB��ģ�����ã������c�D��̎������Դ����������Y�ϣ�����ͶӰ���|���IJ�ɫ�D��[41]. �^�e��SLA���c���裬DLP�������ķ�ʽ�����֬. ��D1��d������f����ʾ����֬ͨ�^ͶӰ�ӌӹ̻������ӶѯB��ɴ�ӡ. ԓ���g������Ǹ߾���[42]���@Ҳ������ͶӰ��С�����ֻ�ܴ�ӡС�ߴ�����w. 2015����F��CLIP���g[43]. ��D1��g������i����ʾ���@헼��g���P�I֮̎��ʹ����һ�N��Ĥ���۵ף����ڱ�ϩ�������w�������Ч��ʹ���c�����|�IJ۵ט�֬�o���̻��������ӡ�����c�۵���B����ӡ�^���Пo�脃�x���Ķ����F�B�m��ӡ. CLIP��ͻ�����c���ڳ���Ĵ�ӡ�ٶȣ����DLPҪ���ʮ��. �@Ȼ������һ����Q���ļ��g����ȱ�c������Ĥ�r���F.
�D 1 ��̻�3D��ӡ��ˇ����
(a��c) ���w��̻�; (d��f) ���ֹ�̎��; (g��i) �B�mҺ������
���ٹ�̻�3D��ӡ��һ�N���͵Ľ���3D��ӡ�������cĿǰ������������ȣ����H��ӡ�^���е��ܺĸ��ͣ����ҳ������Ҳ���и��õı��澫�ȣ�����Ҫ�M�д�ĥ�Ⱥ�ӹ����E�����Ԍ��F�������x�ϵ���������.
3���ٹ�̻�3D��ӡ
3.1 ���F;��
���ٹ�̻�3D��ӡ���g�ǽ�����̻����g�M�н��ٲ��ϵ���������. 2006�꣬���о���ͨ�^��̻�3D��ӡ�Ƃ���������[44]���C���ˌ���̻����g�����ڽ���3D��ӡ�Ŀ�����. ԓ�������b��Ŀǰ�մɹ�̻�3D��ӡ���g��˼·[45]���Ȍ����ٷ�ĩ�c������֬��ϳɝ{�ϣ����^�����̻������w����ͨ�^Ó֬���Y�ķ�ʽ�@�ý������.
ԓ;�����P�I���g�������������ٷ�ĩ�ijߴ硢��֬�ķN������Һ��ı������{�ϵľ����Ժ���׃���Լ���̻�����. ���ȣ����ٷ�ĩ�ߴ��^���r�����Y���������W�������������㣬���^���ijߴ�Ҳ�����·�ĩ�F�ۣ��y�Ծ����ɢ���M��Ӱ��������. �x���֬�r�迼�]�c���ٷ�ĩ���m���ԣ����猦�ڻ��Խ����V���X�ȣ������ų������Ի��F�Ę�֬�ɷ�. �{�ϑ��߂����õľ����Ժ���׃�ԣ���t���ٷ�ĩ�ڝ{���з�ɢ������������Y�^�������w����λ���w�e�տs����M�������_��. �ڝ{���У�������w�e���������^50%���Ա���Ó֬���Y���E�Є��ҵ��w�e�տs[37]. Ȼ������������^�߄tʹ�Ý{�����������ڝ{�ϵ���׃��. ����ͨ�����й�ɣ�����մɴ��ڸ��෴��⣬�����О���ӏ��s���̻�����c��̻�Ч��Ҳ�S֮��Ӱ�.
����������ˇ���̣�����������̻����Y��. ����֮�⣬���ٹ�̻�3D��ӡ߀���������F;������̻��Ĥ������Ϲ̻����̻�ģ�߷���.
3.1.1 �̻����Y��
�̻����Y��ͨ�^��Ϲ�����֬�ͽ��ٷ�ĩ�M�ɝ{�ϣ����^���չ̻����͞�����������ڸߜحh����Ó֬�����Y���Ƃ����. Ŀǰ���ڽ��ٹ�̻�3D��ӡ�Č��F;���У��̻����Y����������������������Ҫ�������乤ˇ������D2��ʾ. �c�������ٹ�̻�3D��ӡ�Č��F;����ȣ��̻����Y�����F���磬��һֱ�lչ������ֱ���������ų��F�^�����о��ɹ�.
�D 2 �̻����Y����ˇ����
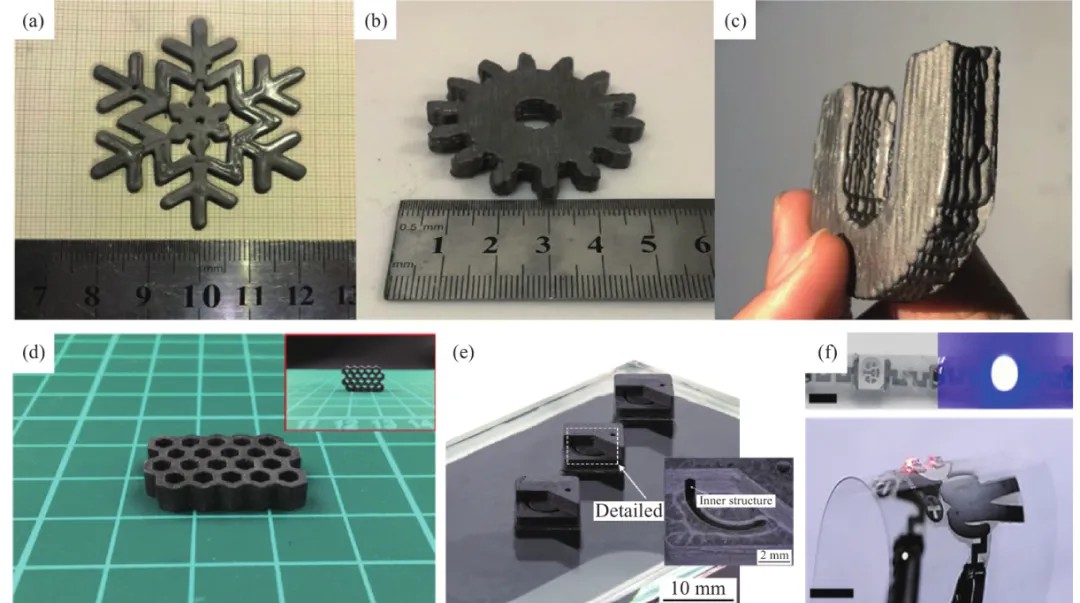
3D��ӡ���g�ھ��ܽY���Ą������������ݣ���@ȡ���ɶ��·�ṩ����˼·������о��߂����̻����Y�������Ƃ���s��늽Y��. 2006�꣬Lee��[44]�����о��˽��ٷ�ĩ�����w��̻����g��ͨ�^�_�l���ͽ���−������֬�{�ϣ����ù̻����Y�����~�۴�ӡ�����S�Y����늲���. �Y�����������Y����Y�����տs�ʞ�22%��28%������ʞ�200��300 n����m���c�������ٵČ������ӽ�. ԓ�о��״Ό��F���������w��̻����g���쌧늲���. ��������ǰ��wҲ�܉F�����·���ͣ�����ǰ��w�ڝ{�ϽM���д�����ٷ�ĩ��λ�ã����^��߀ԭ����߀ԭ��̎����ԭλ�γɼ{�����w�������������y��鳣Ҋ. Xiao��[46]�OӋ���p��Դ��̻���ˇ���������y�{���M�Д��ֹ�̎�������ɼ�����x�������䌍�F�y�{���w����ԭλ���ɺ͟��Y����ӡ���y�·. ԓ��ˇ�˷������3D��ӡ�����ϵ��������y��ͨ�^��׃ԭ���䷽�ʹ�ӡ�����������ϵ�����ʽ�����6.12 ��Ω��m. Wang��[47]�_�l��һ�N��Ҋ�����������^���Ĺ�������ǰ��w���ڱ�������ӡ������Տ��ȵ̓ɂ�����������r���Ƃ��ˏ��s���S��늽Y������D3(f)��ʾ. �Y����������������ǰ��w����45��290 mW��cm−2�ĵ͏��ȼ��������±���Ч�ع�߀ԭ���y�{���w��������ӡ�Č�늽Y���ʬF��5 ��m���ļ�С�ߴ�̓���Č������.
�D 3 �̻����Y���Ƃ�Ľ������
(a��c) ѩ����, �X݆�κʹ��F�εĸ����; (d) ��C�ε�AlSi10Mg; (e) ���s�Π��WC−Co; (f) �y�D��
���ڹ�̻�3D��ӡ�ڳ������ɶ��ϵă��ݣ��о��ˆTҲ���̻����Y������䓡�⒡��X�Ͻ�ȸߏ��Ȳ�����һ������. ��D3(a��c)��ʾ��Wang��[48]��īˮֱ�����g�c��̻����g��Y�ϣ��Ƃ��˾����X݆��ѩ�������Ώ��s�ұ����|�����õĸ���������ͨ�^�����{����Ⱥʹ�ӡ������ʹ���w�ڟ��Y�^���аl��������w�e�տs�����Y��ĸ�������ܶȸ��_98.2%. ̼���u−�Ӳ�|�Ͻ���б�䓸�����ęCе���ܶ��ɞ��и�õ��ߵ������ϣ�����Ҏ�ӹ����������������ƣ��������������������ȱ��. �ɴˣ�Bartolo��Gaspar[37]�����ߏ��Ș�֬������⒵Ĺ�̻�3D��ӡ�M��̽�����Y��������߹��Տ��Ⱥ����l����ȕ��ӿ�̻��������ʣ��̺��������ӕ�ʹ�{����׃��ӡ�������^��. Rieger��[49]�_�l��һ�N�m���ڹ̻����Y����̼���u−⒝{�ϣ��l�F�{�Ͼ������õ���׃���c�����ԣ���̼���u����w���ď�����Ч�����´�ӡ������ȱ�ݣ��D3(e)��. ԓ�F꠵ĺ��m�о��������Ͻ���ض����ܱ��ͨ�^���_���Ƶğ�̎����ˇ�@ȡ���{�ϵĵ̺���������ȱ�ݣ��ɴ˽����˺Ͻ�ľS��Ӳ�Ⱥ͔����g��[50]. �p�|�ߏ��X�Ͻ��ں��պ���܇�ȹ��I�I�����P�I���ã�����s�������������켼�g��Ҫ�����������������@�����˴�����϶���Ѽy�ʹֲڱ����ȱ��. Zhang��[51]̽�����p�|�ߏ��X�Ͻ��Ĺ�̻�3D��ӡ��ͨ�^�۱���ϩ(PS)�������X�Ͻ�(AlSi10Mg)��ĩ������ԣ�ʹ�{���܉�֧�ַ�C�����w�Ĺ�̻����ͣ����ڟ��Y����F�������|�����Ҍ��g�Y�Ͼo�ܵă��c���D3(d)��.
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D��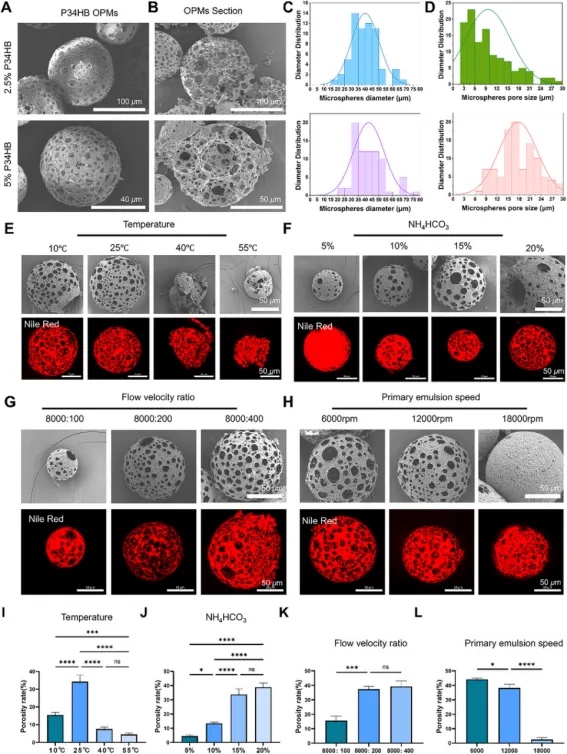 ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


