�����ټ����ۻ������ٶȌ�Al-Mg-Sc�ߏ��X�Ͻ�����ܵ�Ӱ�
�r�g��2024-04-17 10:10 ��Դ�����ղ��όW�� ���ߣ�admin ��x����
��Դ�����ղ��όW��
���ߣ���Ƹ
��21���o�ԁ����S��������܇�����պ��켼�g�Ŀ��ٰlչ���ߏ��X�Ͻ𘋼���u����ͻ���һ�w�������s������lչ�����y���X�Ͻ��Ƃ䷽�����ڼӹ������L���ɱ��ߡ��׳��Fȱ�ݵȆ��}�������ۻ����e���g�����������칤ˇ��һ�N�������Ƃ����ڶ̡��ɱ��͡������|���ߵȃ��c���ɞ��˸ߏ��X�Ͻ𘋼��Ƃ����Ҫ�ֶ�֮һ�����y�����ۻ����e���g���ü������ڻ��w�����γ��۳أ���ĩ�M���۳غ��ܟ��ۻ������ڳ����ټ����ۻ����e�^���У���ĩ���۳��Ϸ��ڼ���ӟ��°l���ۻ����H������ĩ���۳����ۻ���
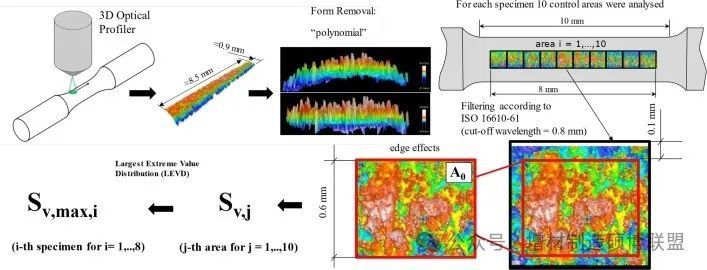
�F�A�Σ������ټ����ۻ����e��Ҫ����䓡��ߜغϽ������ı����۸����rҊ����Al-Mg-Sc�ߏ��X�Ͻ�ij����Ƃ䣬��ȱ���������@�M�������W���ܵȾ��д���ʾ��ᘌ��F���������켼�g���eЧ�ʵ��@һ���}���������Գ����ټ����ۻ����e���g�M��Al-Mg-Sc�ߏ��X�Ͻ�������������о���̽�����e�B�M���c���W���������������������ʌ��M����ȱ�ݼ����W���ܵ�Ӱ�Ҏ�ɣ�����ESCAAS��ֵģ�Mܛ���ğ���������������՟o�W�������^���M��ģ�M�����挍��ĩ���ܣ��ߴ��С���Π�ȣ�����ݔ�룬����ĩ�w���ͻ��w�Ĝضȡ�������Π���׃���M��Ԕ��������
Փ��朽ӣ�https://jam.biam.ac.cn/CN/10.11868/j.issn.1005-5053.2023.000098
�����
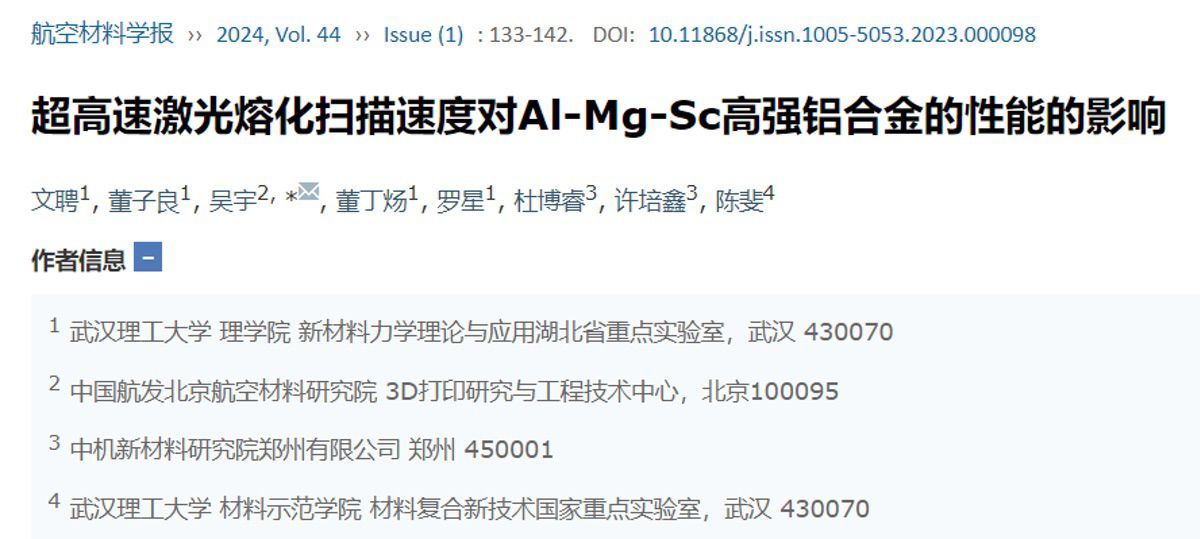
�D1��c��չʾ�˼����ۻ����e��ԭ���������w���ڇ����·����Ͻ��ĩԭ���ڼ����������ۻ����γ��۳صõ������X�Ͻ��ٽ��^��ĥ�����⡢��ȡ��ɵõ�������õĘ˜�ԇ��Ʒ����D2��a����ʾ���Ͻ��ĩԭ�ϵĻ��W�ɷ֞�Al-5Mg-0.5Sc-0.9Mn-0.35Zr-Si-0.6Ti-0.5Cu-0.25Cr���|���֔�/%��������w�����ֲ���D1��a����ʾ��
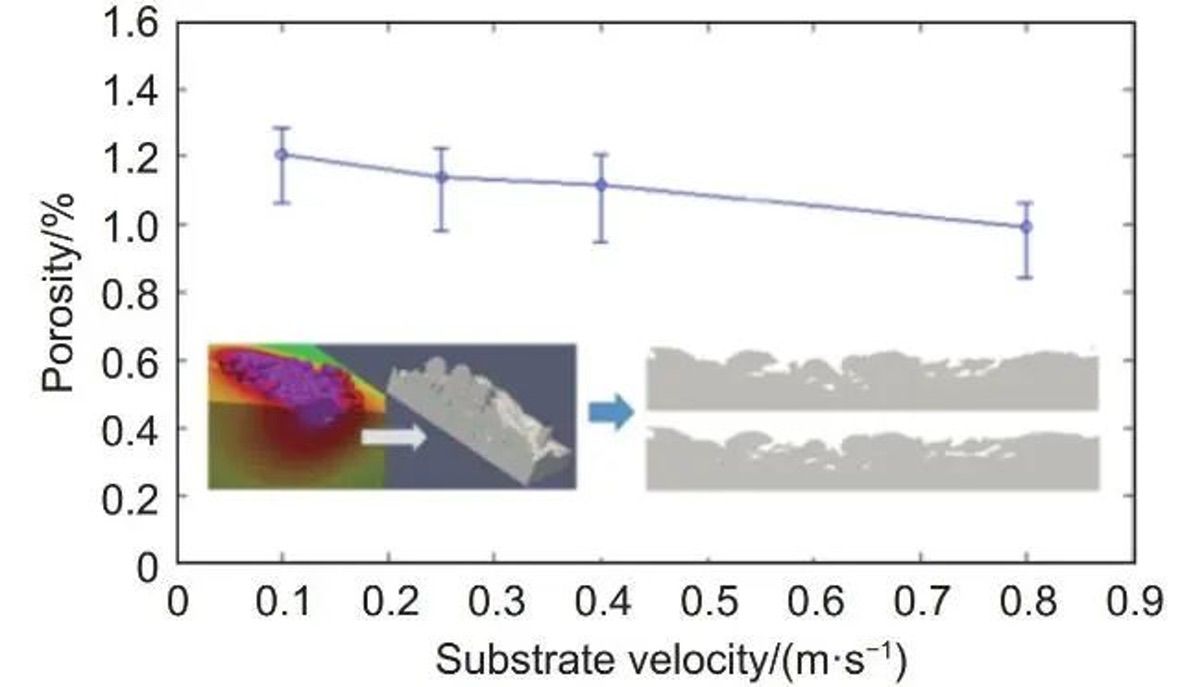
���Ƃ�Ę�Ʒ�M�����쌍����ҕ�l����Ӌӛ�λ�ƣ�ͬ��ӛ䛙M���d�ɵõ��d��-λ�����������L�Ƴ���D3��ʾ�đ���-��׃������
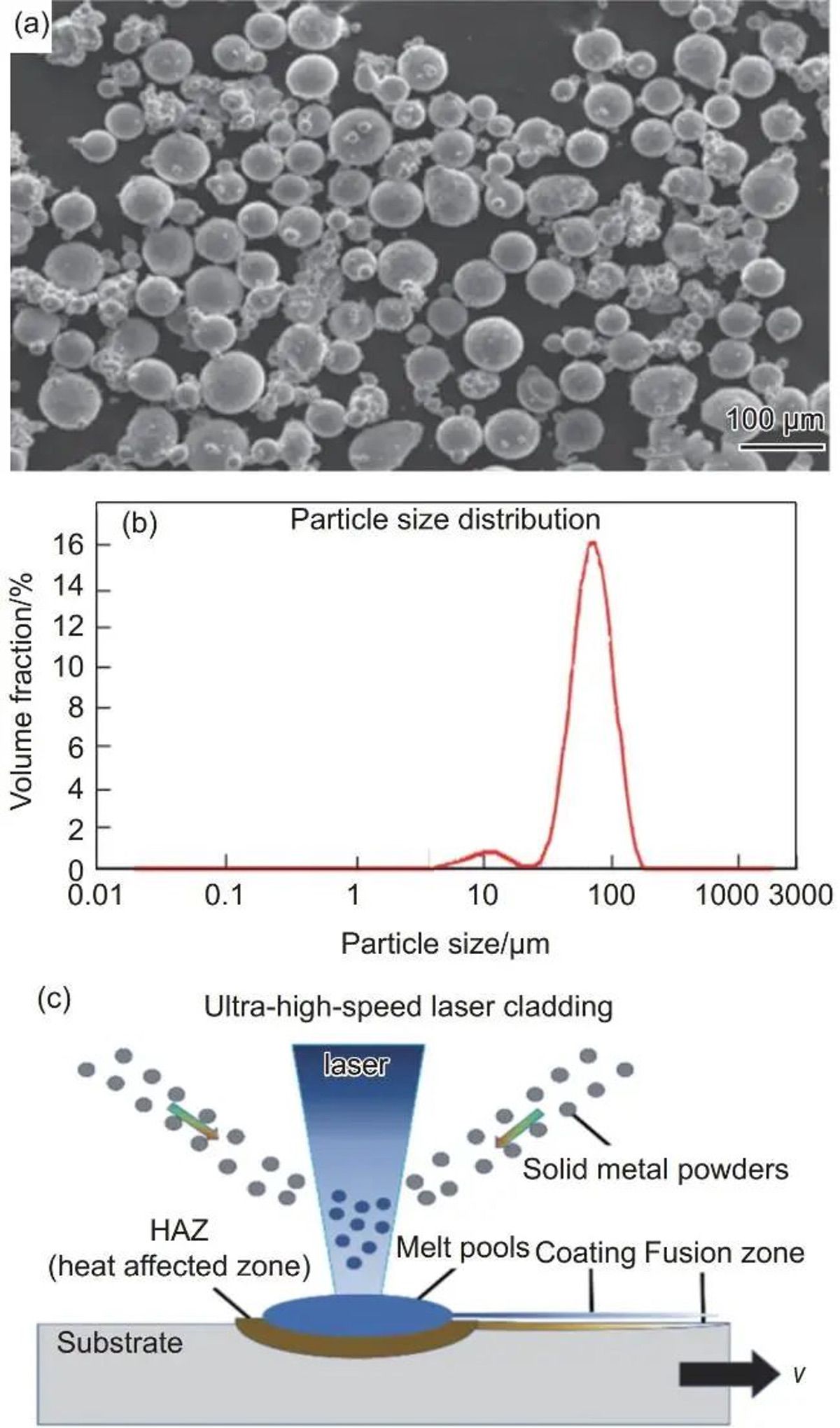
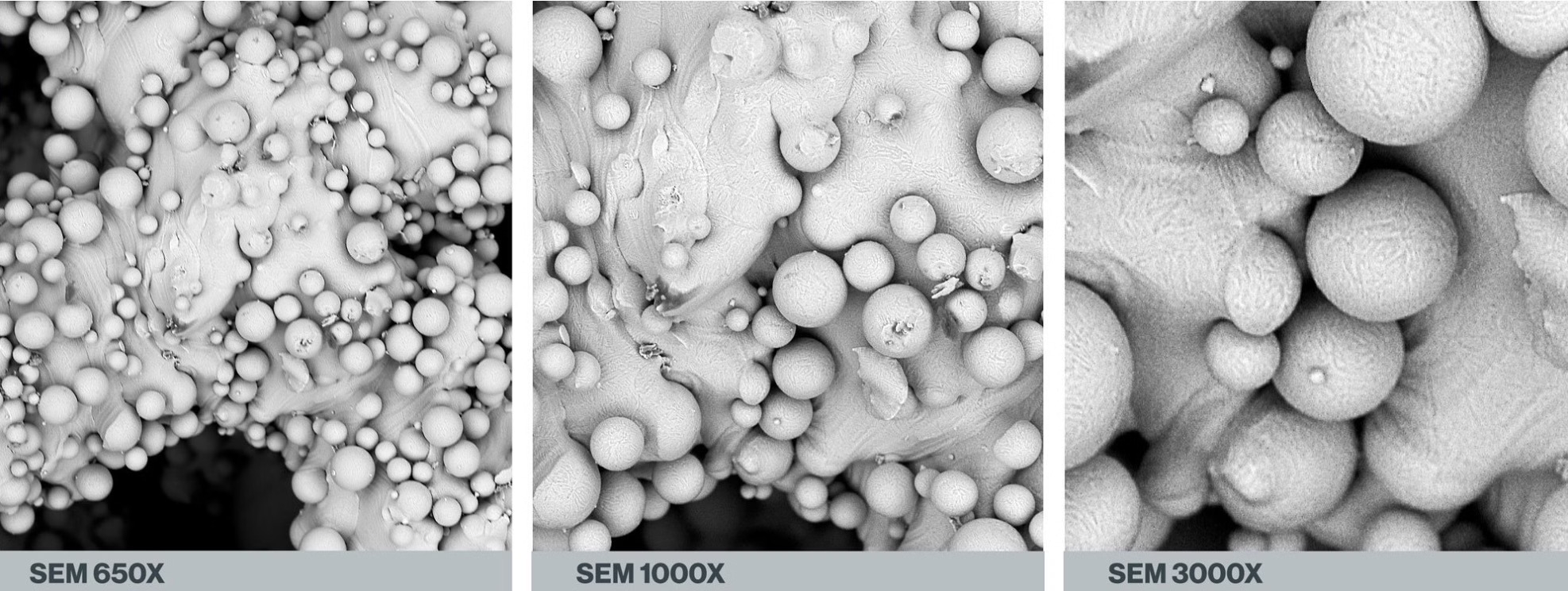
�D4�鳬���ټ����ۻ����e��������Al-Mg-Sc�Ͻ��Ʒ�Ē�����R��Ƭ���ɈD4�ɿ�������Ʒ�Ȳ����ܣ��o�Ѽy���A�s��δ�ۺϵ�ȱ�ݴ��ڣ������������ߴ���200 ��m���µĚ�ף��Қ�ה����S���������ʵ��������@�p�١�
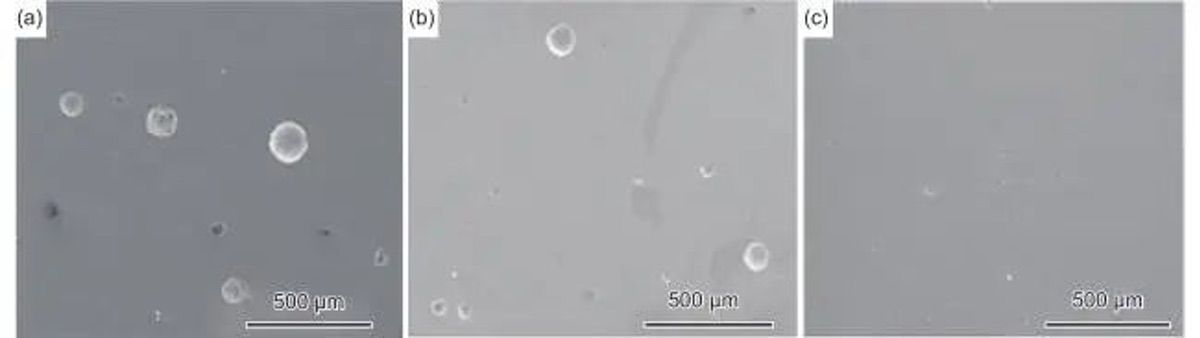
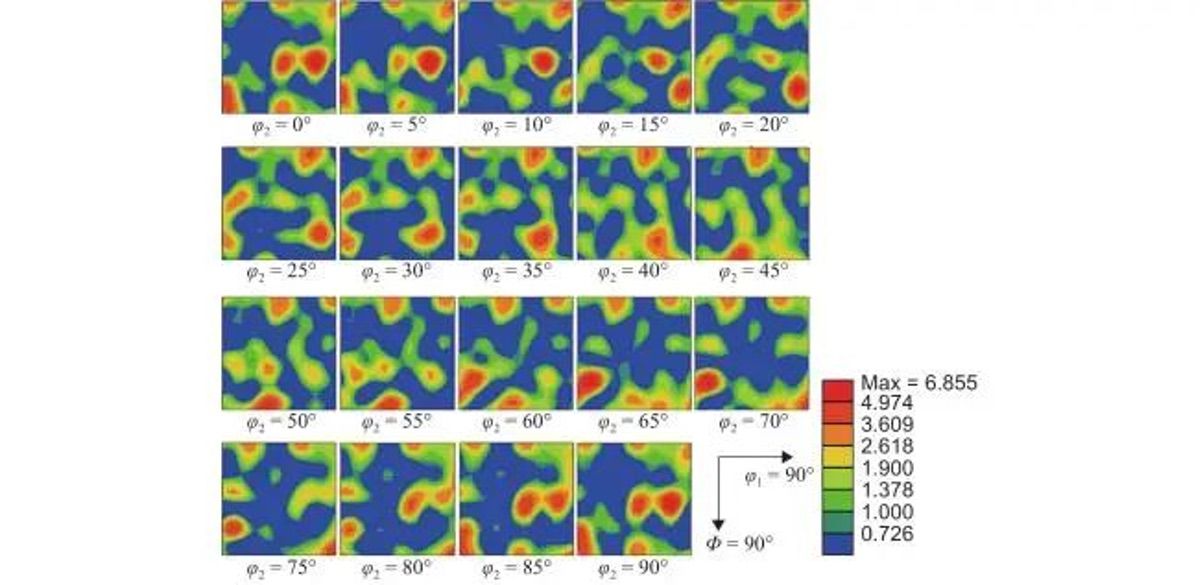
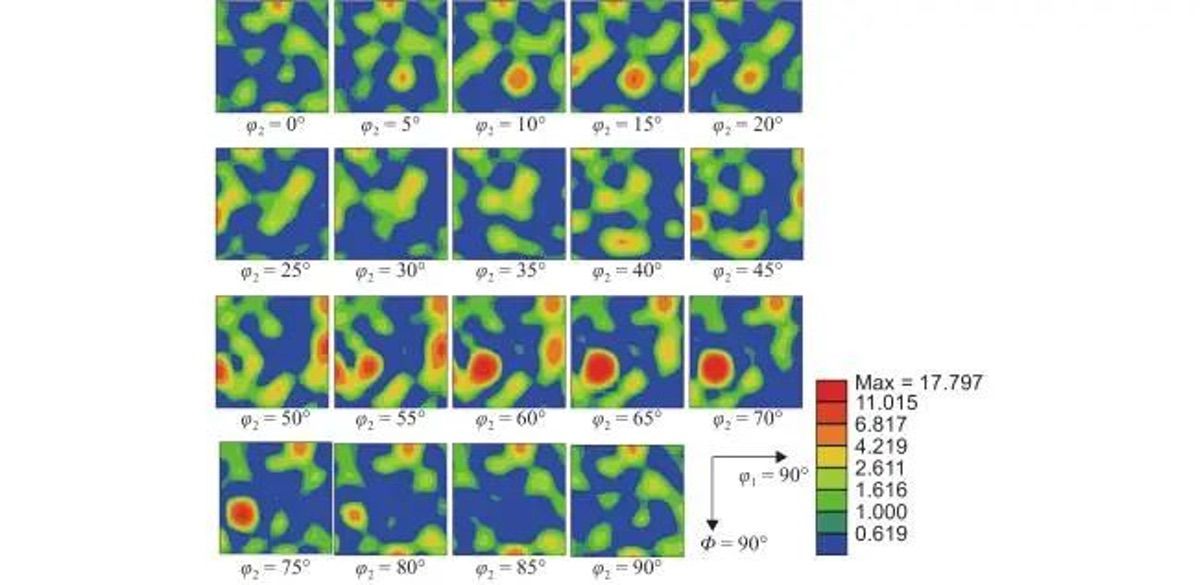
�D5~7�鲻ͬ���������³��Θ�Ʒ�M��EBSD�����õ�ODF�D���ٷքe�xȡ����ϕ2=0�㡢45�㡢90�㿗�������M�з��������Կ����������ʞ�0.1 m/s��0.4 m/s�Ę�Ʒ�����@�ķ�ֵ,�������ϱ��F��һ���������@�ĸ����ԣ����������ʞ�1 m/s�Ę�Ʒ�в��]�����@�ķ�ֵ���f����δ�����@�Ŀ���ȡ��
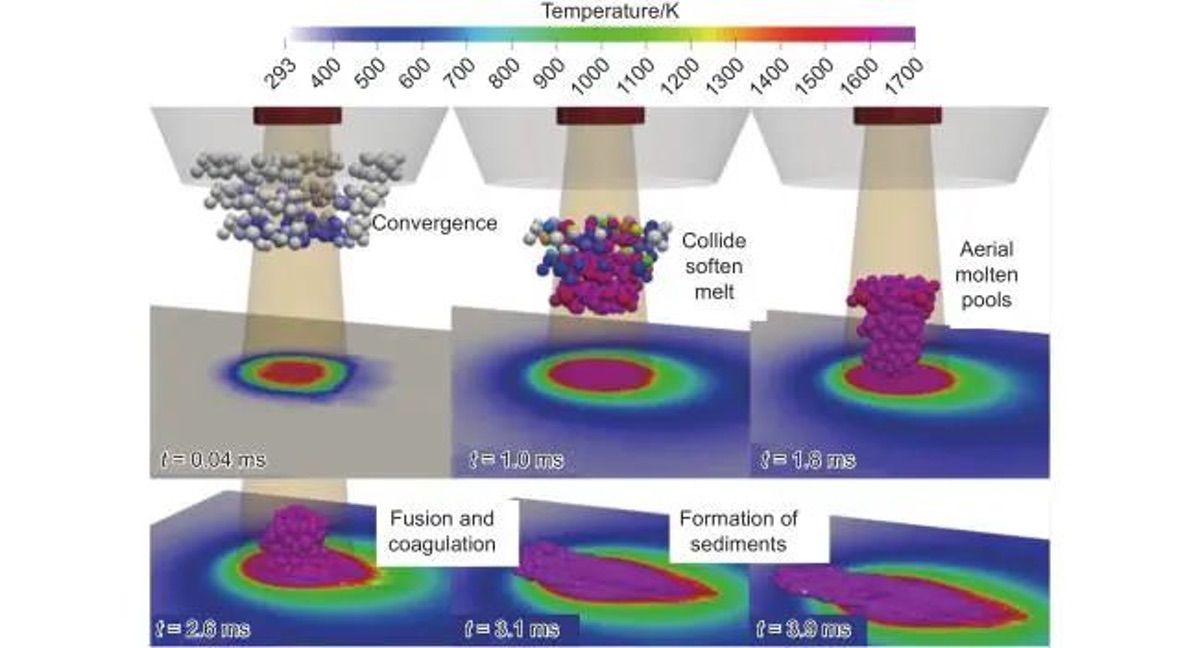
�D8�鼤���1500 W����������0.1 m/s�r���������������Ӻͻ��w��׃�Θ��ͺ͜ضȷֲ��S�r�g��׃�������ڟ���������������՟o�W��ֵģ�M�������õ��˷�ĩ�w���ͻ��w�Ĝضȡ�������Π���׃��Ԕ��������
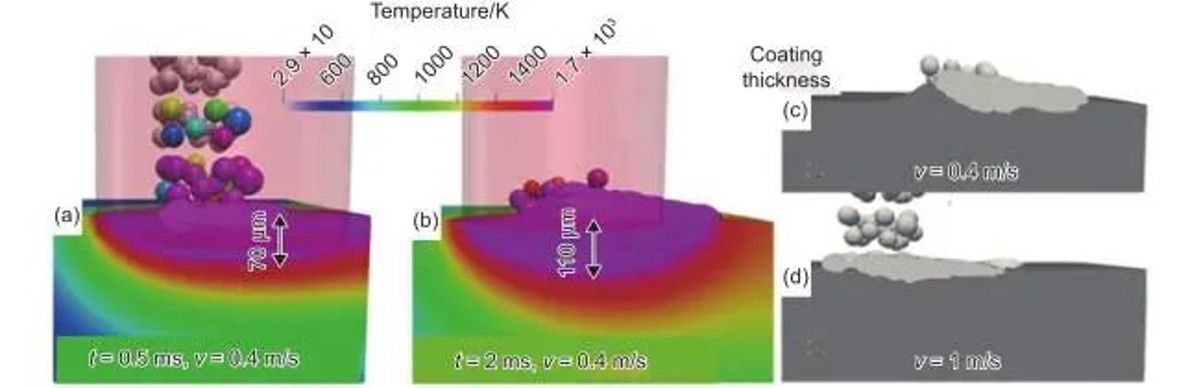
��ͬ�r�g�c��Ӱ푅^�ӽY�όӵĺ��׃����D9(a)��(b)��ʾ���S���r�g�����ӣ���������ӣ���ͬ�������������̺�Ľ���D��D9(c)��(d)��ʾ���S���������ʵ���ߣ����e�ӱ���İ��̶������@�Ľ��͡�
�D10չʾ���ߏ��X�Ͻ��Ʒ��϶���S����������ʵ�����ڲ��ཱུ�ͣ���ԭ������D9��c������d����ʾ���^�ߵĒ������ʜp���˷�ĩ���ϵĶѷe���M�����͈D�ӿ�϶�ʡ�
�YՓ
(1)�����ټ����ۻ����e�X�Ͻ��@�M�����ܣ��M���ʬF����ĵ��S��������Ʒ���W�����S��������׃���������������^�ߕr���ڿ�϶���^�͵�ԭ�������W���ܸ��ã��˕r��������Ȟ�303 MPa���������L�ʞ�22.5%��
(2)���ß���������������՟o�W���A�y���������ĩ�ۻ���׃�^�̼��۳؟�����W�О飬�Ͻ��ĩ�ڿ��ЅR�ۡ���ײ��ܛ�����ۻ��γɿ����۳غ��ڻ��w���ں������γɳ��e�ӣ��S�����ٶ����ӣ��Π�څ���ڱ��L�����������ֲ�������؟�Դ���ď������⡣
(3)��ֵģ�M�о�����������ʌ����W���ܵ�Ӱ푣������^��ļ�����������ܜp�ٷ�ĩ���ϵĶѷe������Ϳ�ӿ�϶�ʣ�����������W���ܣ��Y���c���Y�����Ǻϡ�
���ߣ���Ƹ
��21���o�ԁ����S��������܇�����պ��켼�g�Ŀ��ٰlչ���ߏ��X�Ͻ𘋼���u����ͻ���һ�w�������s������lչ�����y���X�Ͻ��Ƃ䷽�����ڼӹ������L���ɱ��ߡ��׳��Fȱ�ݵȆ��}�������ۻ����e���g�����������칤ˇ��һ�N�������Ƃ����ڶ̡��ɱ��͡������|���ߵȃ��c���ɞ��˸ߏ��X�Ͻ𘋼��Ƃ����Ҫ�ֶ�֮һ�����y�����ۻ����e���g���ü������ڻ��w�����γ��۳أ���ĩ�M���۳غ��ܟ��ۻ������ڳ����ټ����ۻ����e�^���У���ĩ���۳��Ϸ��ڼ���ӟ��°l���ۻ����H������ĩ���۳����ۻ���
�F�A�Σ������ټ����ۻ����e��Ҫ����䓡��ߜغϽ������ı����۸����rҊ����Al-Mg-Sc�ߏ��X�Ͻ�ij����Ƃ䣬��ȱ���������@�M�������W���ܵȾ��д���ʾ��ᘌ��F���������켼�g���eЧ�ʵ��@һ���}���������Գ����ټ����ۻ����e���g�M��Al-Mg-Sc�ߏ��X�Ͻ�������������о���̽�����e�B�M���c���W���������������������ʌ��M����ȱ�ݼ����W���ܵ�Ӱ�Ҏ�ɣ�����ESCAAS��ֵģ�Mܛ���ğ���������������՟o�W�������^���M��ģ�M�����挍��ĩ���ܣ��ߴ��С���Π�ȣ�����ݔ�룬����ĩ�w���ͻ��w�Ĝضȡ�������Π���׃���M��Ԕ��������
Փ��朽ӣ�https://jam.biam.ac.cn/CN/10.11868/j.issn.1005-5053.2023.000098
�����
�D1��c��չʾ�˼����ۻ����e��ԭ���������w���ڇ����·����Ͻ��ĩԭ���ڼ����������ۻ����γ��۳صõ������X�Ͻ��ٽ��^��ĥ�����⡢��ȡ��ɵõ�������õĘ˜�ԇ��Ʒ����D2��a����ʾ���Ͻ��ĩԭ�ϵĻ��W�ɷ֞�Al-5Mg-0.5Sc-0.9Mn-0.35Zr-Si-0.6Ti-0.5Cu-0.25Cr���|���֔�/%��������w�����ֲ���D1��a����ʾ��
�D1 ԭ�Ϸ�ĩ������R��Ƭ��a�����w�����ֲ�����b�������ټ����ۻ����eʾ��D����c�������ۻ����eԭ��D��
�D2 ����ԇ�ӣ�a����Ʒ��Ƭ����b����Ʒ�ߴ硣
���Ƃ�Ę�Ʒ�M�����쌍����ҕ�l����Ӌӛ�λ�ƣ�ͬ��ӛ䛙M���d�ɵõ��d��-λ�����������L�Ƴ���D3��ʾ�đ���-��׃������
�D3 �����ټ����ۻ����eAl-Mg-Sc�Ͻ�ͬ�����ٶȳ��Θ�Ʒ����-��׃������
�D4�鳬���ټ����ۻ����e��������Al-Mg-Sc�Ͻ��Ʒ�Ē�����R��Ƭ���ɈD4�ɿ�������Ʒ�Ȳ����ܣ��o�Ѽy���A�s��δ�ۺϵ�ȱ�ݴ��ڣ������������ߴ���200 ��m���µĚ�ף��Қ�ה����S���������ʵ��������@�p�١�
�D4 �����ټ����ۻ����eAl-Mg-Sc�Ͻ�ͬ�������ʳ��Θ�Ʒ�ăȲ����(a)0.1 m/s��(b) 0.4 m/s��(c) 1 m/s��
�D5~7�鲻ͬ���������³��Θ�Ʒ�M��EBSD�����õ�ODF�D���ٷքe�xȡ����ϕ2=0�㡢45�㡢90�㿗�������M�з��������Կ����������ʞ�0.1 m/s��0.4 m/s�Ę�Ʒ�����@�ķ�ֵ,�������ϱ��F��һ���������@�ĸ����ԣ����������ʞ�1 m/s�Ę�Ʒ�в��]�����@�ķ�ֵ���f����δ�����@�Ŀ���ȡ��
�D5 ��������0.1 m/s���Θ�Ʒ��ODF�D
�D6 ��������0.4 m/s���Θ�Ʒ��ODF�D
�D7 ��������1 m/s���Θ�Ʒ��ODF�D
�D8�鼤���1500 W����������0.1 m/s�r���������������Ӻͻ��w��׃�Θ��ͺ͜ضȷֲ��S�r�g��׃�������ڟ���������������՟o�W��ֵģ�M�������õ��˷�ĩ�w���ͻ��w�Ĝضȡ�������Π���׃��Ԕ��������
�D8 �����ټ����ۻ����e����ģ�M�����������0.1 m/s�r�A�y�ķ�ĩ�w���ͻ��w��׃���ΑB�͜ضȷֲ���
��ͬ�r�g�c��Ӱ푅^�ӽY�όӵĺ��׃����D9(a)��(b)��ʾ���S���r�g�����ӣ���������ӣ���ͬ�������������̺�Ľ���D��D9(c)��(d)��ʾ���S���������ʵ���ߣ����e�ӱ���İ��̶������@�Ľ��͡�
�D9 �����ټ����ۻ����eAl-Mg-Sc�Ͻ����ģ�M��ͬ�������ʳ��Θ�Ʒ����D��a��0.4 m/s��0.5 ms����b��0.4 m/s��2 ms����c��0.4 m/s���̺�d��1 m/s���̺�
�D10չʾ���ߏ��X�Ͻ��Ʒ��϶���S����������ʵ�����ڲ��ཱུ�ͣ���ԭ������D9��c������d����ʾ���^�ߵĒ������ʜp���˷�ĩ���ϵĶѷe���M�����͈D�ӿ�϶�ʡ�
�D10 �����ټ����ۻ����eAl-Mg-Sc�Ͻ��Ʒ��϶���S�����������׃��
�YՓ
(1)�����ټ����ۻ����e�X�Ͻ��@�M�����ܣ��M���ʬF����ĵ��S��������Ʒ���W�����S��������׃���������������^�ߕr���ڿ�϶���^�͵�ԭ�������W���ܸ��ã��˕r��������Ȟ�303 MPa���������L�ʞ�22.5%��
(2)���ß���������������՟o�W���A�y���������ĩ�ۻ���׃�^�̼��۳؟�����W�О飬�Ͻ��ĩ�ڿ��ЅR�ۡ���ײ��ܛ�����ۻ��γɿ����۳غ��ڻ��w���ں������γɳ��e�ӣ��S�����ٶ����ӣ��Π�څ���ڱ��L�����������ֲ�������؟�Դ���ď������⡣
(3)��ֵģ�M�о�����������ʌ����W���ܵ�Ӱ푣������^��ļ�����������ܜp�ٷ�ĩ���ϵĶѷe������Ϳ�ӿ�϶�ʣ�����������W���ܣ��Y���c���Y�����Ǻϡ�
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����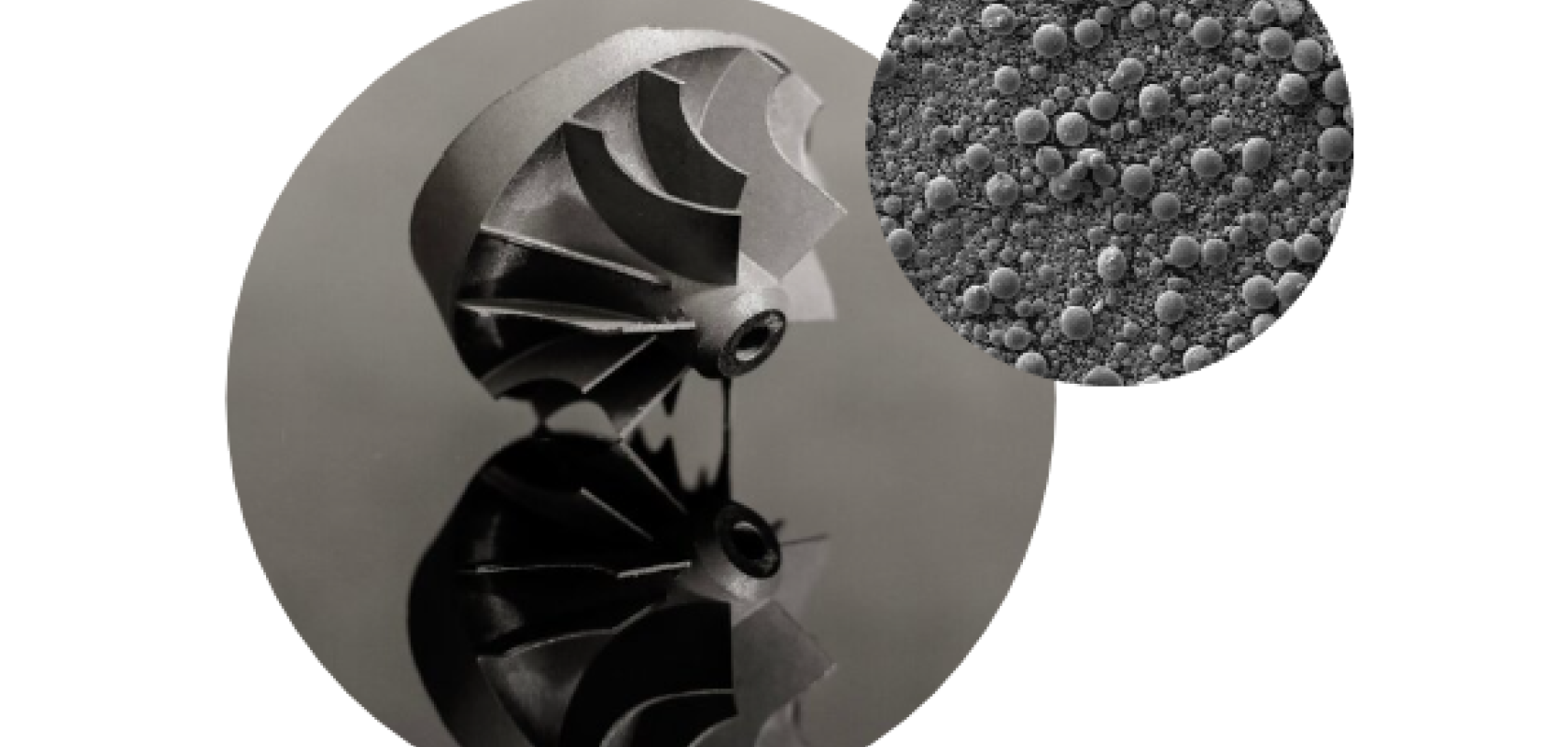 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


