������ԺʿՄ�����OӋ���w�C�¸���Y���OӋ�c���̑���(2)
�r�g��2022-01-13 11:02 ��Դ���ϘO�� ���ߣ�admin ��x����
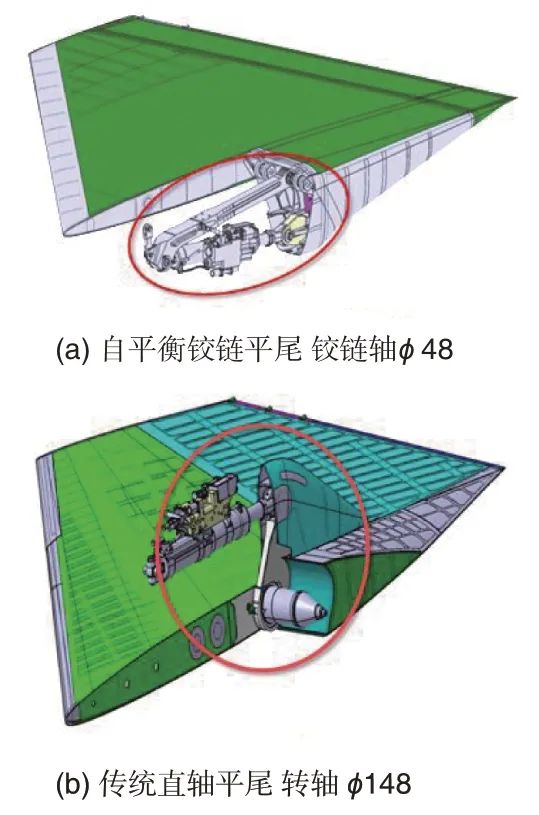
2. ����ƽ��C���ĸ�����q�ʽƽβ�Y��
������ڏ��������T����������������µ�һ�N��Ӱlɢ����ƽβ�DZ��C�w��ƽ��Ͱ�ȫ�ĺ��IJ�����һ�����lɢ��ᄳɞ��y�Ժ�������y���Sƽβ��C�c�C��ֱ�����B����Ҫ�C���O���^���b���g������ɶ�N������ϣ��������ٶ����y�����s���Еr���ò����������M���{������D13��ʾ��
���ڽ������������ƽβ�C��/�Y��һ�w���OӋ������������C�ٿv��ƽ��C���������]�h��ϵ�y�����o��C��һ��ƽ��U�����d����Ҫ��ƽ��Uƽ�⣨Ҋ�D14�������o�C�����d�ɃH5%�������x�C��֧�ք��ȵ�������á����⣬��Сֱ���q��S�����ֱ���D�S���q��Sֻ���f�����������x�˂��y��ֱ���D�S��Ť��������á�ֻ��Ҫ�{��ƽ��U���������ɫ@������ٶ�Ŀ��ֵ��ʹƽβ����OӋ���F���������ʾ����ƽ��C��������Ӱ�Ҏ�ɣ��������١�������塱��ͬ�Ȃ��y���Sƽβ���q�ƽβ����ٶ��@����ߣ�����Ƚ�������L�U����D15��ʾ��
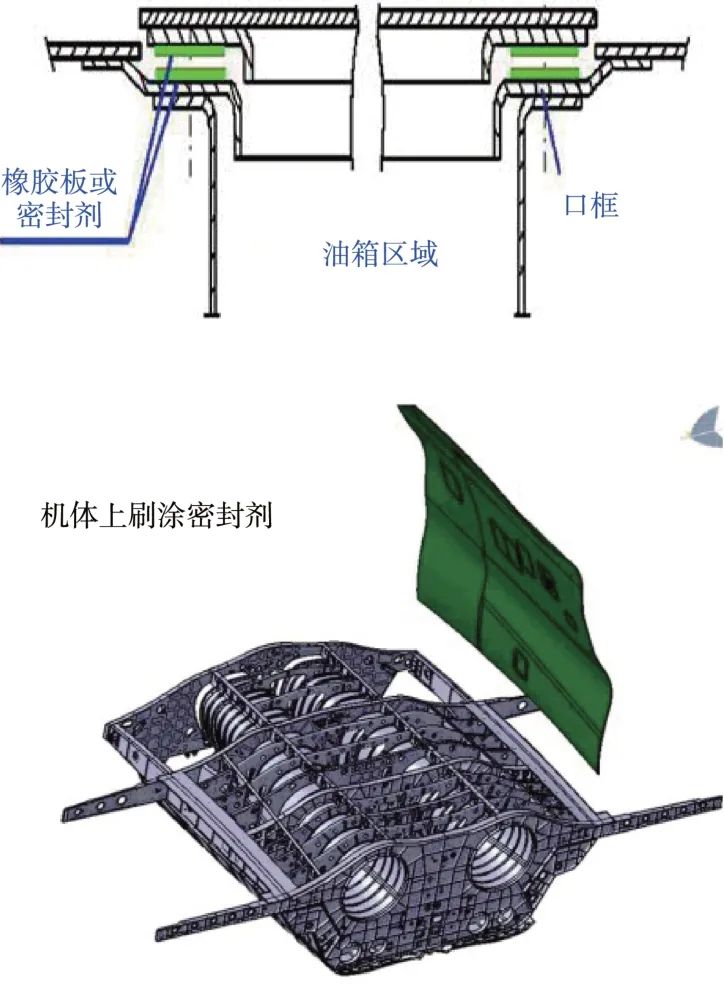
�D12 �p���܇����ܷ�Y��
Fig.12 Double function meshing sealing structure
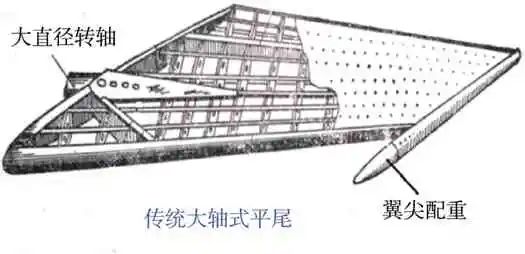
�D13 ���y���Sʽƽβ������̎����
Fig.13 Traditional large shaft flat tail counterweight at wingtip
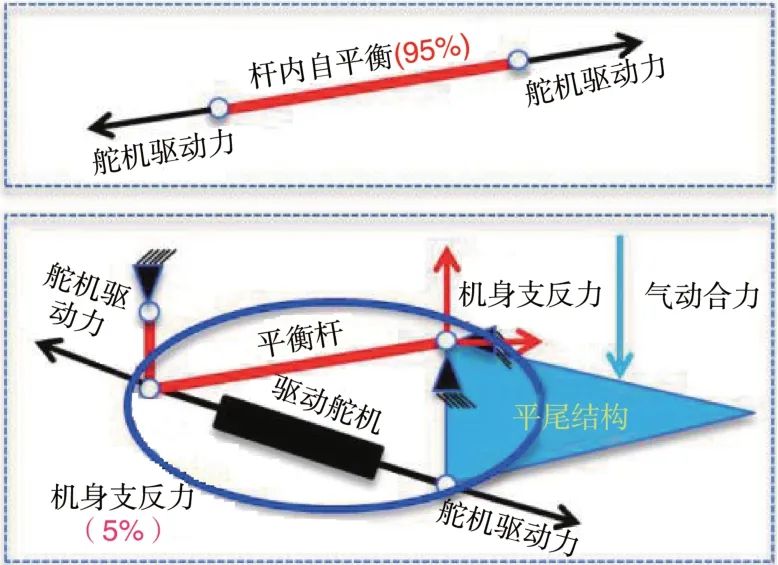
�D14 ���d����ƽ��C��ԭ��
Fig.14 Principle of driving load self balancing mechanism
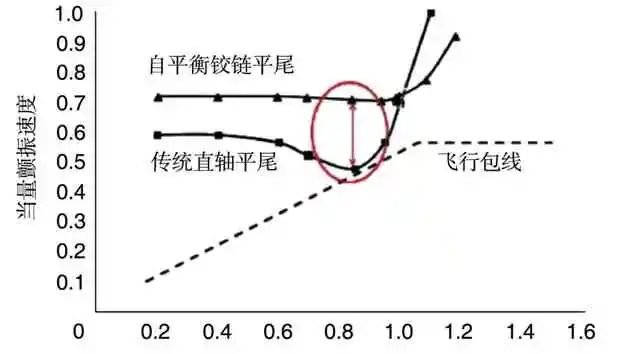
�D15 ƽβ�S�R�Ք������Ҏ��
Fig.15 Flutter law of flat tail with Mach
����ƽ��C���ĸ�����q�ʽƽβ���ó�Ч������ٶ����31%��ƽβ�Y�������Y���p��17%���C����d����95%���D�Sֱ���pС68%����ʡ�˿��g,���ƚ�Ӻ��[�����ܣ���D16��ʾ��
�D16 ��ƽ���q朙C���c���y���S�C��ռ���g����
Fig.16 Space occupied comparison between self balancing hinge mechanism and traditional large axis mechanism
3. �w�C�����������w�Y��
���������������ٷ�ĩ�����ٽz�Ğ�ԭ�ϣ��Լ��⡢������Ȟ��Դ�����۲ġ��z�������۸����e��ֱ�������CAD��ģ���ȫ���ܡ������ܡ������K�Ρ����s��������ij������죬��һ�N��׃���ԡ����OӋ����һ�w�������M���g����������ġ����L�����Ԟ��¸���Y���Ĺ��̌��F�ṩ���C��2014 �꣬���������������О��ش���ԇ������g������2003�꣬����w�C�OӋ�о����c��������������W��Ⱥ�������ͬ�_�����w�C�������쑪�ü��g���������պ����W�ڿ��Ρ����ԡ��b��ȷ�����ȡ���ش�ͻ�ơ������P�I���g����һ���棬�OӋ���u������C��ʹ�ð�ȫ����Ҫ���ϣ�Ҳ��������վ֣�FAA���_�J����������4���y�c֮һ������w�C�OӋ�о��������ں��������켼�g�ĽY���OӋ���u�r�c��C����[5-8]��
3.1 �����������Y���OӋ����
���Ĺ�ˇ�^�̵ĸߜ��c��s����ѭ�h���a���ܴ�Ě����������������׃�Ρ��_�ѡ������ߴ�Խ���Π�Խ���s��׃��/�_��Խ���أ�Ҋ�D17�������@�N�����£���Ό�����е��OӋ���g��ʹ�ù��J�IJ����܌��F�ġ����Ę��������������Y�����ɞ���ܣ���ǰ��δ�еć�������

�D17 ���Ĺ�ˇ�����^���е�׃���_��
Fig.17 Deformation and cracking in the process of additive forming
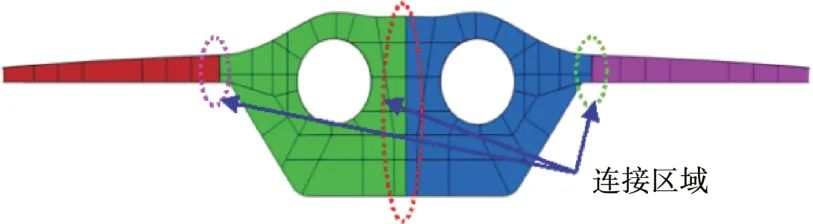
���Q�������}��������͏��s���Ę������OӋ/����һ�w�������������^�xɢ��ȥ���������������ij����B�ӣ��ɴ˘��ɴ������w�Y������D18 ��ʾ�����������R��ֵ�Ƿօ^�xɢ����Ҫ���������ɳ����^�������A�y����D19��ʾ��
�D18 ������������B�Ӽ��g
Fig.18 Forming connection technology of additive manufaction
�����B�Ӆ^��IJ����ۻ������^���c���λ��ij����^����ͬ���M���������c���Ļ�����ͬ�����ơ��o�ۡ��B�ӣ���D20 ��ʾ��ԓ�����ɔ[Ó�O��ߴ�Ҏ�������w�������Ƽs�����F���o�n�]���OӋ�����^��ˇ���������������B�Ӽ������W�����c��呼��ஔ��Ҋ�D21��[9]��
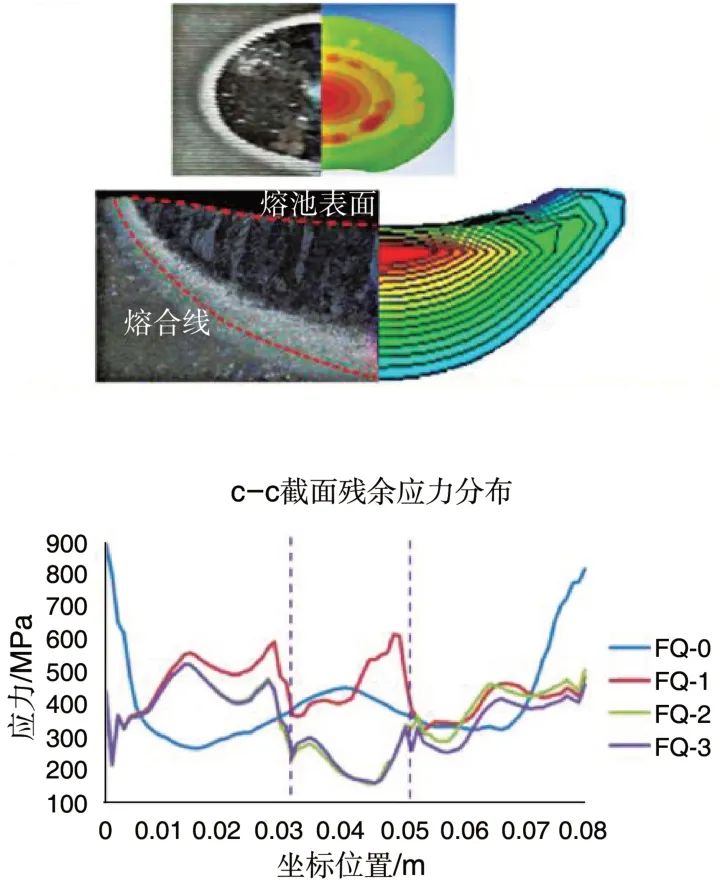
�D19 ���������R��ֵ�����A�y
Fig.19 Simulation and prediction of residual stress critical value
�����p�����OӋ��ͻ�Ʒ���ߴ����ƣ����F�������S���d���w��/���Y����Խ����Ȃ��y��������������p��67%���B�Ӆ^�p��25%���������25%���@���������s���d������
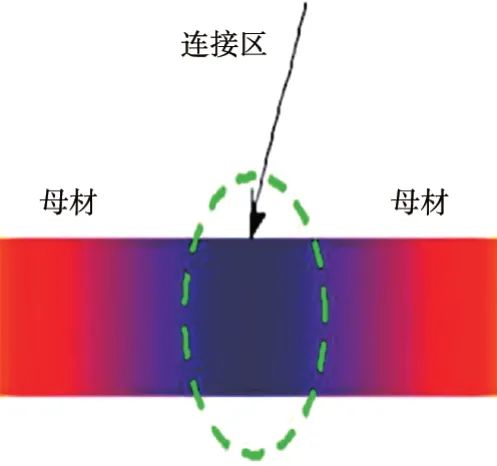
�D20 �����B�ӽ����ڡ��o�ۡ��B��
Fig.20 Forming connection is similar to"non marking"connection
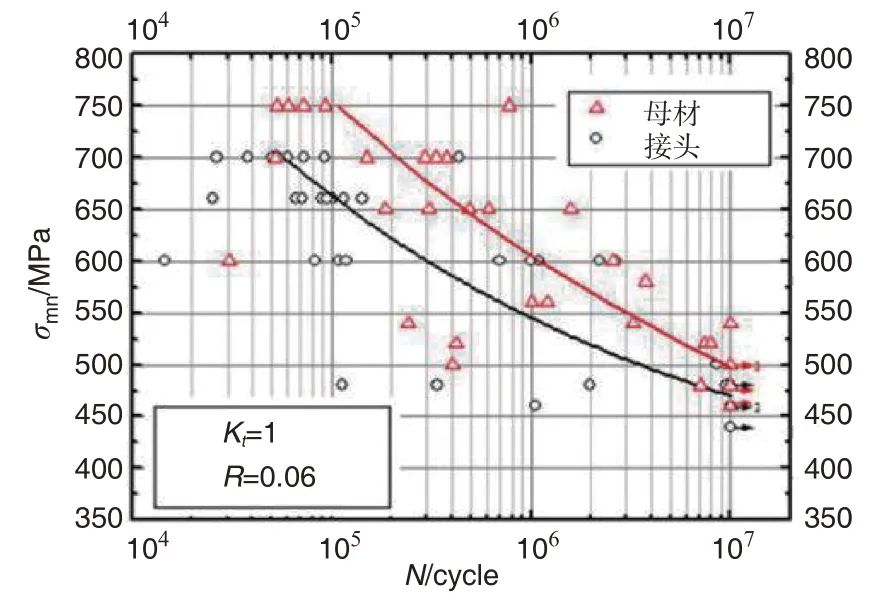
�D21 �����B�Ӽ��cĸ��S-N����
Fig.21 S-N curve of formed connector and base metal
3.2 �����ݶȏͺϽY���OӋ����
���y���ٽY���ɾ��|���Ϙ��ɣ����܆�һ��ͨ�^�������칤ˇ����ͬһ�������ϣ��M�в�ͬ���ٲ��ϲ��ã��Ķ����F��������ڵ��С��ϡ��ݶȏͺϽY���Dz����������켼�g���ɷN���N���ٷ�ĩ�ۺϳ��Ξ�һ�����w�����OӋ��Ҫʹ�����W���ܳ��ݶȷֲ������F�����ٽY�����W���ܵ������{�أ����@����߽Y��Ч��[10-13]��
���������ݶȽY����Ҫ���g�y�c���ڮ��N�����^�ɽ�����|�����Ƽ����ܱ�����ͨ�^�����N⁺Ͻ𡢮��N���ߏ�����_չ�������������ݶȽY�����g�о����l�F���ݶ��^�Ʌ^�Ѽy�Uչ�����c�����ԣ����ݶ��^�Ʌ^���W���ܽ��ڶ���֮�g����D22 ��ʾ�����ù��c�����M�Ѓ����OӋ���Ɍ��F�p�غ͉�������20%����D23��ʾ��
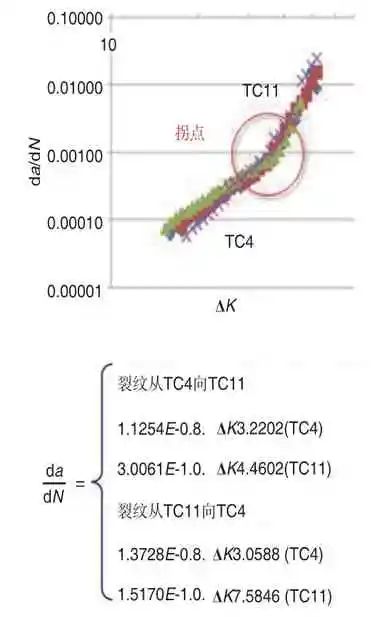
�D22 �ݶȏͺϽY���^�Ʌ^�Ѽy�����c������
Fig.22 Characteristics of"inflexion point"of crack in transition zone of gradient composite structure

�D23 �ݶ����߽Y��
Fig.23 Gradient rib structure
4. �Y���Z
�C�Ͽ��Կ����������OӋ/����һ�w�������_���w�C�¸���Y�����g�I��ͻ�Ƃ��y�Y�������͉������컨�塱�������w�C���y�Y��70����Ľ��֣��Ƅ��w�C�Y�����g���°lչ�������͑�C�C�wƽ�_�����ṩ���g֧�Ρ�
(؟�ξ���admin)

��һƪ��SLM Solutions �cMAHLE�ӏ��������Ƅ��������켼�g����܇�ИI�İlչ
��һƪ�������tԺ��ȣ���Ѫ��3D��ӡ���R�����þC��
��һƪ�������tԺ��ȣ���Ѫ��3D��ӡ���R�����þC��
 ��������3D��ӡ����M����
��������3D��ӡ����M���� 16�q���������ִꡱ�ۯB��
16�q���������ִꡱ�ۯB�� 3D Systems ��ʼ��Chuck H
3D Systems ��ʼ��Chuck H �����AԺʿ�I㕽��O�K�ݴ�
�����AԺʿ�I㕽��O�K�ݴ� ��h���S�մɿ������R����
��h���S�մɿ������R���� ������Ї���������a�I
������Ї���������a�I������
- ����������3D��ӡ����M�����١���ʿ����
- ��16�q���������ִꡱ�ۯB���֙C��3D��ӡ
- ��3D Systems ��ʼ��Chuck Hull���x����
- �������AԺʿ�I㕽��O�K�ݴ�W���ٲ����c
- ����h���S�մɿ������R�������I��������
- ��������Ї���������a�I�lչ��Ϥ�ߡ�
- �������꣺�������켼�g�lչ�ӑB����Fr
- ����Թ⣺���������b��ɿ��ԙz�y�x����
- �����q���������������b���|���ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��еđ���
 �п�Ժ���ΈF�To
�п�Ժ���ΈF�To ���L���h��ʼ��Ҧ
���L���h��ʼ��Ҧ �㽭��W�R������
�㽭��W�R������ �����w���^�K朼�
�����w���^�K朼� �S�SԺʿ�Fꠣ�3D
�S�SԺʿ�Fꠣ�3D �O��ݽ��ڣ��߷�
�O��ݽ��ڣ��߷����c����
- ����������r���˳���3D��ӡ��δ������
- �����l�tԺʿ�Fꠣ���������ܱ��ژ�����
- �����A��WҦ�W�h���ڈFꠣ�3D��ӡ�B�m�w
- �����L���h��ʼ��Ҧ־�h����3D��ӡ�aƷ��
- ������Ƽ�������x���ʡ����֧Ӌ�����Ƽ�
- ��������Ժʿ�Fꠡ�����ʽ��������ϥ�P��
- ���Ͽƴ�CoCo���C�����B�m�w�S�����ͺ�
- ��������܊�����L��3D��ӡ�������
- �������Ƽ���W������Ⱥ��3D��ӡ��܊��
- ����h���S�մɿ������R�������I��������


